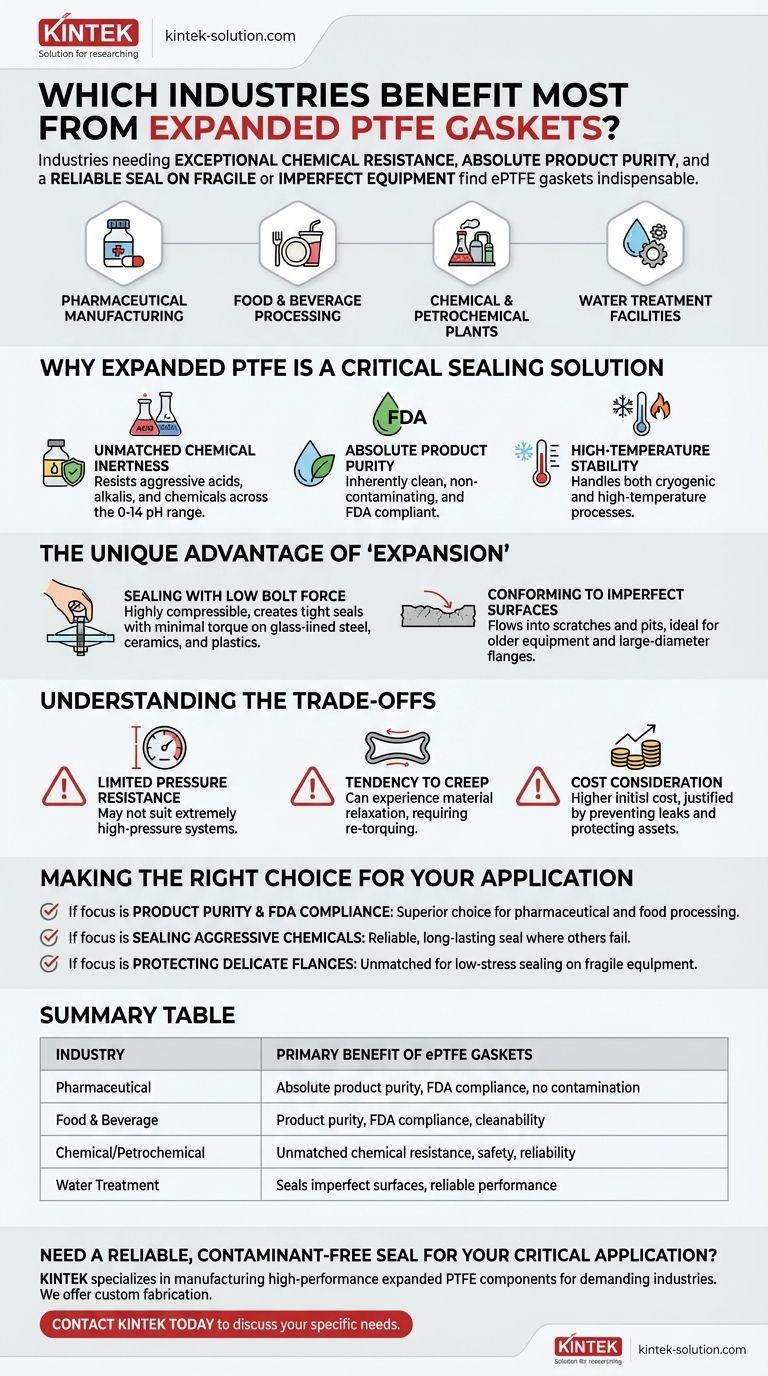
The industries that benefit most from expanded PTFE gaskets are those that require exceptional chemical resistance, absolute product purity, and a reliable seal on fragile or imperfect equipment. This makes them indispensable in pharmaceutical manufacturing, food and beverage processing, chemical and petrochemical plants, and water treatment facilities.
Expanded PTFE's unique value comes from combining the chemical inertness of standard PTFE with a soft, conformable structure. This allows it to create a tight, contaminant-free seal on delicate flanges where harder gaskets would fail or require excessive, damaging bolt force.

Why Expanded PTFE Is a Critical Sealing Solution
The benefits of expanded Polytetrafluoroethylene (ePTFE) stem from its core material properties, which solve persistent challenges in demanding industrial environments.
Unmatched Chemical Inertness
Expanded PTFE is chemically inert across the entire 0-14 pH range. It can withstand the most aggressive acids, alkalis, solvents, and chemicals without degrading.
This property makes it a default choice in chemical processing and petrochemical industries, where leakage of corrosive media can lead to catastrophic equipment failure and safety hazards.
Absolute Product Purity
The material is inherently clean, does not contaminate the media it contacts, and meets stringent FDA requirements for food and drug contact.
This is non-negotiable for the pharmaceutical and food and beverage industries. Using ePTFE gaskets ensures that the final product remains pure and free from leachables or contaminants from the sealing material itself.
High-Temperature Stability
Expanded PTFE maintains its integrity and sealing capability over a broad temperature range, handling both cryogenic conditions and high-temperature processes common in many manufacturing sectors.
The Unique Advantage of "Expansion"
The "expansion" process creates a multidirectional fibrous structure that gives ePTFE gaskets physical properties far superior to standard, rigid PTFE sheets for certain applications.
Sealing with Low Bolt Force
Expanded PTFE is highly compressible and soft, allowing it to conform and create a tight seal with minimal bolt torque.
This is critical for protecting fragile or stress-sensitive flange materials like glass-lined steel, ceramics, and plastics, which are common in specialty chemical and pharmaceutical plants. Over-tightening a standard gasket on these flanges can easily cause them to crack.
Conforming to Imperfect Surfaces
The soft, fibrous nature of ePTFE allows it to flow into and fill small imperfections like scratches, pits, and warps on a flange face.
This makes it an ideal problem-solver for older equipment, large-diameter flanges in water treatment plants, and non-critical utility piping like HVAC systems, where flange surfaces may be worn or slightly misaligned.
Understanding the Trade-offs
While highly effective, expanded PTFE is not a universal solution. Understanding its limitations is key to proper application.
Limited Pressure Resistance
While excellent for many applications, solid ePTFE gaskets may not be suitable for extremely high-pressure systems where a metallic or spiral-wound gasket would be required for structural integrity.
Tendency to Creep
The same softness that allows ePTFE to seal effectively can also lead to "creep," or material relaxation, over time, especially after a thermal cycle. This may require re-torquing the flange bolts to maintain the seal.
Cost Consideration
Expanded PTFE is a high-performance material and can be more expensive than common gasketing materials like compressed fiber or rubber. However, its cost is often justified by preventing leaks of valuable or hazardous products.
Making the Right Choice for Your Application
Selecting the right gasket depends entirely on the primary challenge you need to solve.
- If your primary focus is product purity and FDA compliance: Expanded PTFE is the superior choice for pharmaceutical and food processing lines to prevent any contamination.
- If your primary focus is sealing aggressive or high-purity chemicals: The near-universal chemical inertness of ePTFE provides a reliable, long-lasting seal where other materials would quickly fail.
- If your primary focus is protecting delicate or irregular flanges: The low-stress sealing capability of expanded PTFE is unmatched for glass-lined steel, plastic, or older, worn equipment.
By understanding these properties, you can confidently specify expanded PTFE for critical applications where other materials would compromise safety, purity, or equipment integrity.
Summary Table:
| Industry | Primary Benefit of ePTFE Gaskets |
|---|---|
| Pharmaceutical | Absolute product purity, FDA compliance, no contamination |
| Food & Beverage | Product purity, FDA compliance, cleanability |
| Chemical/Petrochemical | Unmatched chemical resistance, safety, reliability |
| Water Treatment | Seals imperfect surfaces, reliable performance |
Need a reliable, contaminant-free seal for your critical application?
KINTEK specializes in manufacturing high-performance expanded PTFE components, including gaskets, seals, and liners. Our expertise ensures precision and purity for the most demanding industries, including semiconductor, medical, laboratory, and industrial sectors.
We offer custom fabrication from prototypes to high-volume orders, ensuring you get the exact sealing solution your process requires.
Contact KINTEK today to discuss your specific needs and protect your process with confidence.
Visual Guide
Related Products
- Customizable High Temperature Resistant Anti Static PTFE Insulating Gaskets Flame Retardant Corrosion Proof Industrial Seals
- Custom PTFE Insulating Gaskets and Corrosion Resistant Fluoropolymer Seals for Industrial Electrical Applications
- Custom PTFE Insulating Gaskets Corrosion Resistant Teflon Seals Tailored Engineering Plastic Components
- Large Scale PTFE Beakers and Flasks for High Temperature Corrosion Resistant Laboratory Applications with Custom CNC Fabrication
- Custom PTFE Thermal Insulation Sleeves Laboratory Vessel Condensation Jackets Virgin Fluoropolymer Machined Components
People Also Ask
- Why do PTFE gaskets have a long service life? Achieve Unmatched Sealing Durability & Cost Savings
- What are the key properties of PTFE that make it suitable for seals and gaskets? Unlock Superior Sealing Performance
- What are the limitations of PTFE gaskets in high-pressure applications? Overcoming Cold Flow & Creep Issues
- What are some specific applications of PTFE gaskets? Sealing Solutions for Harsh Chemical & Thermal Environments
- What makes PTFE gaskets resistant to heat and chemicals? The Molecular Secret to Unmatched Performance



















