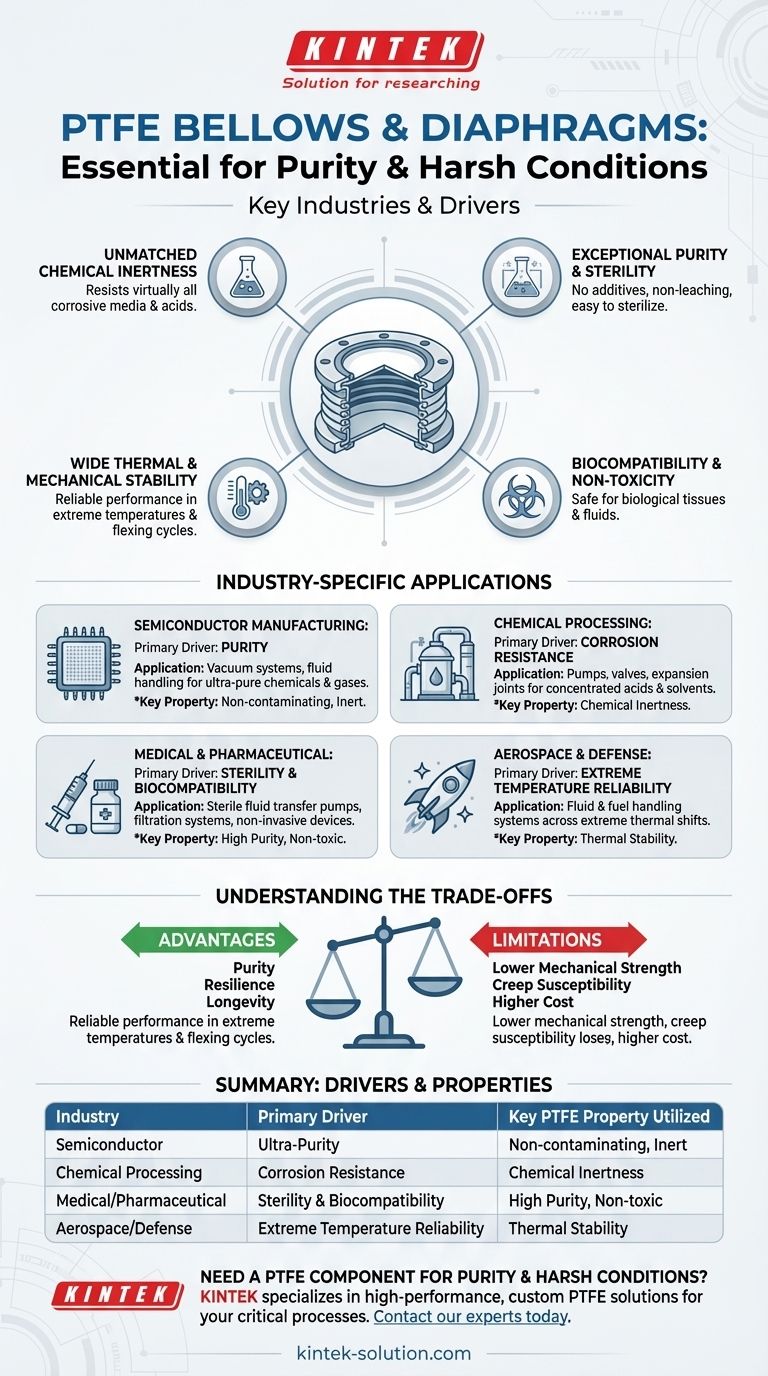
In short, PTFE bellows and diaphragms are predominantly used in industries where process purity and resistance to harsh conditions are non-negotiable. Key sectors include semiconductor manufacturing, chemical processing, medical and pharmaceutical, and aerospace due to PTFE's unique combination of chemical inertness, high purity, thermal stability, and biocompatibility.
The decision to use a PTFE bellow or diaphragm is almost always driven by a need to protect a sensitive process from contamination or to protect the component itself from a corrosive environment. Its selection signals that performance and reliability under extreme conditions are the primary engineering concerns.

The Core Properties Driving Adoption
To understand why these specific industries rely on PTFE, we must first look at the material's fundamental characteristics. These components are not chosen for general-purpose applications; they are specified when conventional materials would fail.
### Unmatched Chemical Inertness
PTFE is virtually inert and does not react with the vast majority of industrial chemicals, acids, and bases. This makes it the default choice for components that will be in direct contact with highly corrosive or aggressive media.
This property is critical in pumps, valves, and reactors where material degradation would lead to catastrophic failure and process contamination.
### Exceptional Purity and Sterility
High-purity grades of PTFE contain no additives, plasticizers, or leachable components that could contaminate a process fluid. This is an absolute requirement in industries where even trace amounts of impurities can ruin an entire batch of product.
Furthermore, its smooth, non-porous surface is easy to clean and sterilize, preventing bacterial growth and cross-contamination.
### Wide Thermal and Mechanical Stability
PTFE maintains its properties across a very wide temperature range, performing reliably in both cryogenic conditions and high-temperature environments.
While not as rigid as metal, its flexibility and durability make it ideal for the repeated flexing motions required of bellows and diaphragms, ensuring a long operational life in demanding cycles.
### Biocompatibility and Non-Toxicity
PTFE is non-toxic and biocompatible, meaning it does not cause adverse reactions when in contact with biological tissues or fluids. This has made it a standard material for medical implants and equipment used in pharmaceutical manufacturing.
Industry-Specific Applications Breakdown
Each industry leverages a specific combination of PTFE's properties to solve its unique challenges.
### Semiconductor Manufacturing
In this industry, the primary driver is purity. Bellows are used in vacuum systems and fluid handling equipment to isolate and transport ultra-pure chemicals and gases. Any contamination from the component would result in defective microchips, making PTFE's inertness and non-leaching nature essential.
### Chemical Processing
Here, the defining requirement is chemical resistance. PTFE bellows and diaphragms are used in pumps, valves, and expansion joints that handle substances like concentrated acids and solvents. They provide a flexible seal that can withstand chemical attack that would destroy metals and other plastics.
### Medical and Pharmaceutical
The focus in this sector is on biocompatibility and sterility. Diaphragms are used in pumps for sterile fluid transfer and filtration systems, ensuring the product remains pure. Bellows can be used to protect sterile mechanisms or as components in non-invasive medical devices.
### Aerospace and Defense
For aerospace applications, thermal and mechanical stability are key. PTFE components are used in fluid and fuel handling systems that must perform reliably across extreme temperature shifts, from ground level to high altitude. Their reliability in critical sealing applications is paramount.
### Precision Instrumentation
In scientific and analytical instruments, PTFE components are used for media isolation. A PTFE bellow can isolate a sensitive sensor from a corrosive fluid while accurately transmitting pressure, ensuring the purity of the sample and the integrity of the measurement.
Understanding the Trade-offs
While PTFE offers exceptional performance, it is critical to understand its limitations to make an informed decision. It is an engineered solution for specific problems, not a universal one.
### Mechanical Limitations
Compared to metal components, PTFE has lower tensile strength and rigidity. It is not suitable for high-pressure applications without reinforcement, as it can deform under significant mechanical stress.
### Susceptibility to Creep
Under a constant, sustained load (especially at elevated temperatures), PTFE can slowly deform over time. This phenomenon, known as "creep," must be factored into the design of any component under constant mechanical pressure.
### Higher Material Cost
PTFE is a premium performance polymer. Its initial cost is higher than that of many common elastomers or plastics. The investment is justified by its long service life and the prevention of costly failures in critical applications.
Making the Right Choice for Your Application
The suitability of a PTFE bellow or diaphragm depends entirely on your primary engineering goal.
- If your primary focus is preventing contamination and ensuring process purity: PTFE is an industry-standard choice, particularly in semiconductor, medical, and pharmaceutical applications.
- If your primary focus is handling highly corrosive or aggressive media: PTFE's chemical inertness is its defining advantage and often makes it the only viable option.
- If your primary focus is high mechanical strength and pressure resistance: You should evaluate whether a pure PTFE component is sufficient or if a reinforced design or an alternative material like metal is more appropriate.
Ultimately, choosing PTFE is a strategic decision to prioritize purity and chemical resilience above all other concerns.
Summary Table:
| Industry | Primary Driver | Key PTFE Property Utilized |
|---|---|---|
| Semiconductor | Ultra-Purity | Non-contaminating, Inert |
| Chemical Processing | Corrosion Resistance | Chemical Inertness |
| Medical/Pharmaceutical | Sterility & Biocompatibility | High Purity, Non-toxic |
| Aerospace/Defense | Extreme Temperature Reliability | Thermal Stability |
Need a PTFE component that guarantees purity and withstands harsh conditions?
At KINTEK, we specialize in manufacturing high-performance, custom PTFE components—including seals, bellows, liners, and labware—for the semiconductor, medical, laboratory, and industrial sectors. Our precision production and custom fabrication services, from prototypes to high-volume orders, ensure you get a reliable solution tailored to your exact needs.
Contact our experts today to discuss how our PTFE components can protect your critical processes.
Visual Guide
Related Products
- Custom PTFE and Nitrile Diaphragm Pump Components for Demanding Applications
- High Corrosion Resistant PTFE Faucet Polytetrafluoroethylene Valve for Chemical Storage Drums and Fluid Transfer Systems Customizable Industrial Grade
- Custom PTFE Constant Pressure Separatory Funnel Corrosion Resistant Low Background Labware for PFA Flasks
- Custom PTFE Sleeves and Hollow Rods for Advanced Applications
- Custom Polytetrafluoroethylene PTFE Constant Pressure Dropping Funnel Corrosion Resistant Fluid Control Assembly with Conversion Stopper Compatibility
People Also Ask
- In which industries are PTFE diaphragms commonly used? For Superior Chemical Resistance and Purity
- What are the key features of PTFE diaphragms? Maximize Performance in Demanding Applications
- What are the common applications of PTFE diaphragms in the Chinese market? Key Uses in Chemical, Pharma & Semiconductor
- What are the advantages of PTFE diaphragms? Achieve Unmatched Chemical & Thermal Resistance
- What are the different types of PTFE diaphragms and their applications? Optimize Your Chemical Processing System



















