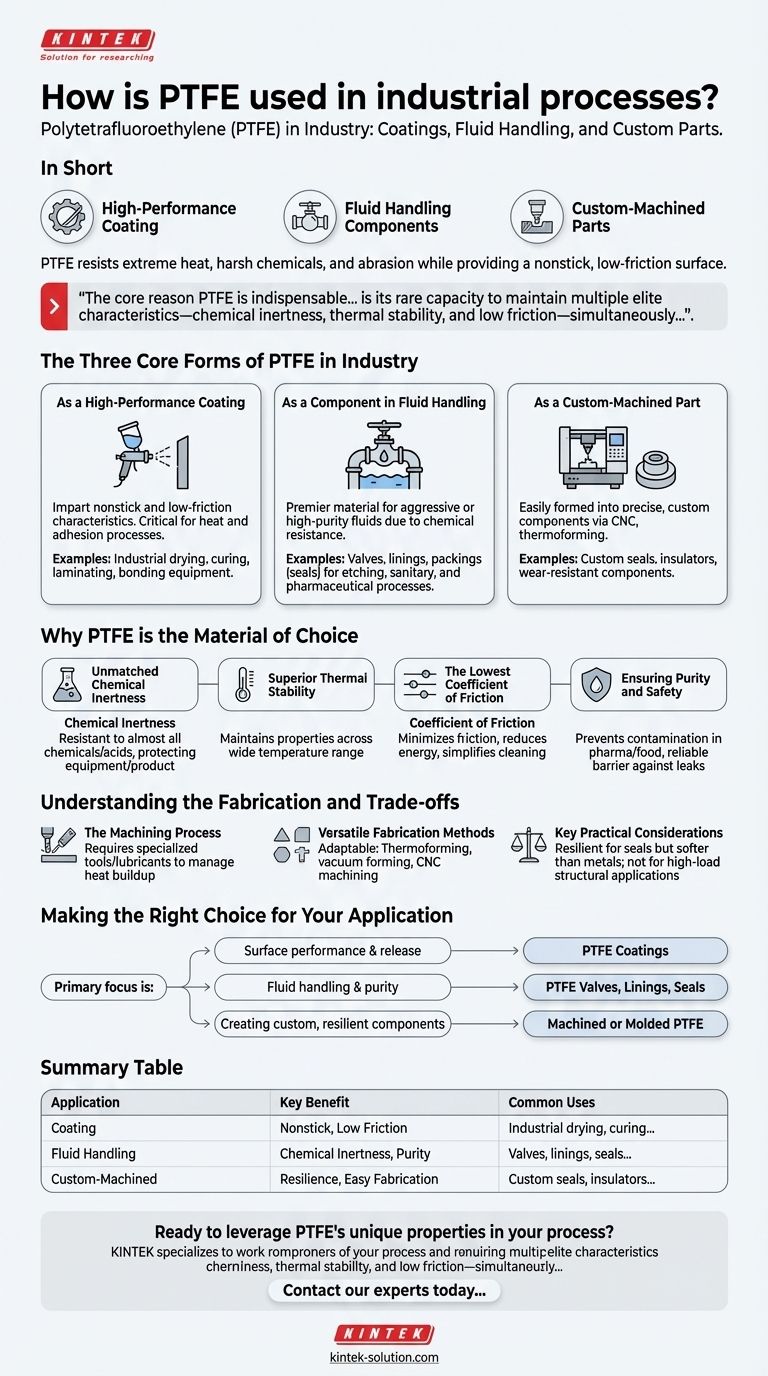
In short, Polytetrafluoroethylene (PTFE) is used in industrial processes in three primary forms: as a high-performance coating, as a core material for valves and seals, and as custom machined parts. Its value stems from a unique ability to resist extreme heat, harsh chemicals, and abrasion while providing a nonstick, low-friction surface.
The core reason PTFE is indispensable in industry is not just one of its properties, but its rare capacity to maintain multiple elite characteristics—chemical inertness, thermal stability, and low friction—simultaneously, even under the most demanding operational conditions.

The Three Core Forms of PTFE in Industry
PTFE's versatility allows it to be integrated into processes in several distinct ways, each leveraging a different aspect of its unique chemical and physical properties.
As a High-Performance Coating
PTFE coatings are applied to surfaces to impart nonstick and low-friction characteristics. This is critical in processes that involve heat and potential adhesion.
Applications include industrial drying, curing, laminating, and bonding equipment, where the coating prevents material buildup and ensures a smooth, continuous operation.
As a Component in Fluid Handling
Due to its exceptional resistance to corrosion and acids, PTFE is a premier material for components that manage aggressive or high-purity fluids.
PTFE valves, linings, and packings (seals) are essential for safely transferring chemicals in etching or sanitary processes. In pharmaceutical research, PTFE septas ensure sample integrity by preventing contamination.
As a Custom-Machined Part
PTFE can be easily formed into precise, custom components using standard methods like CNC machining, thermoforming, or vacuum forming.
Its natural resilience allows machined parts to conform well to working dimensions, sometimes reducing the need for extremely tight tolerances. This makes it ideal for creating custom seals, insulators, or wear-resistant components for specialized equipment.
Why PTFE is the Material of Choice
The preference for PTFE in critical applications comes down to its ability to solve persistent industrial challenges related to durability, safety, and efficiency.
Unmatched Chemical Inertness
PTFE is virtually inert and resistant to almost all industrial chemicals and acids. This makes it the default choice for containing or transferring corrosive materials, protecting both the equipment and the product from degradation.
Superior Thermal Stability
The material maintains its key properties across a wide temperature range. This stability is crucial for components used in high-temperature curing ovens or other heat-intensive processes where lesser materials would fail.
The Lowest Coefficient of Friction
Known for its exceptional nonstick surface, PTFE minimizes friction between moving parts and prevents process materials from sticking to equipment. This reduces energy consumption and simplifies cleaning and maintenance.
Ensuring Purity and Safety
In industries like pharmaceuticals and food processing, preventing contamination is paramount. High-quality PTFE packings and seals create a reliable barrier, preventing leaks that could compromise product purity or endanger personnel.
Understanding the Fabrication and Trade-offs
While highly effective, working with PTFE involves specific considerations to maximize its benefits. Understanding its properties is key to successful application.
The Machining Process
Though easily machined, PTFE requires specialized cutting tools and the use of lubricants. This is necessary to manage heat buildup during the machining operation, which can otherwise affect the final dimensions and integrity of the part.
Versatile Fabrication Methods
PTFE's adaptability is a significant advantage. It can be thermoformed by heating and molding sheets, vacuum-formed into hollow shapes, or precision-cut via CNC machining, allowing for the creation of highly specialized parts.
Key Practical Considerations
The resilience of PTFE is a major benefit, allowing it to create tight seals. However, this also means it is a softer material than metals and is not intended for high-load structural applications. Its performance is optimized when used for its surface and chemical properties, not its mechanical strength.
Making the Right Choice for Your Application
Selecting the correct form of PTFE is essential for optimizing your industrial process and achieving the desired performance and reliability.
- If your primary focus is surface performance and release: PTFE coatings are the most direct solution for nonstick, low-friction needs in processes like bonding or curing.
- If your primary focus is fluid handling and purity: PTFE valves, linings, and seals are essential for safely managing corrosive chemicals or high-purity liquids.
- If your primary focus is creating custom, resilient components: Machined or molded PTFE is ideal for parts that require chemical resistance and must conform to specific working dimensions.
Ultimately, leveraging PTFE is about matching its unique combination of properties to the specific demands of your process to ensure superior safety, efficiency, and long-term reliability.
Summary Table:
| Application | Key Benefit | Common Uses |
|---|---|---|
| High-Performance Coating | Nonstick, Low Friction | Industrial drying, curing, laminating equipment |
| Fluid Handling Components | Chemical Inertness, Purity | Valves, linings, seals for corrosive/sanitary processes |
| Custom-Machined Parts | Resilience, Easy Fabrication | Custom seals, insulators, wear-resistant components |
Ready to leverage PTFE's unique properties in your process?
KINTEK specializes in manufacturing high-precision PTFE components—including seals, liners, valves, and custom labware—for the semiconductor, medical, laboratory, and industrial sectors. We ensure superior chemical resistance, thermal stability, and nonstick performance in every part, from prototypes to high-volume orders.
Contact our experts today to discuss your specific application and receive a custom solution that enhances your process safety, efficiency, and reliability.
Visual Guide
Related Products
- Customizable PTFE Rods for Advanced Industrial Applications
- Custom PTFE Insulating Gaskets Corrosion Resistant Teflon Seals Tailored Engineering Plastic Components
- Custom PTFE Insulating Gaskets and Corrosion Resistant Fluoropolymer Seals for Industrial Electrical Applications
- Custom PTFE Teflon Balls for Advanced Industrial Applications
- High Corrosion Resistant PTFE Faucet Polytetrafluoroethylene Valve for Chemical Storage Drums and Fluid Transfer Systems Customizable Industrial Grade
People Also Ask
- How are Teflon rods applied in the automotive and aerospace industries? Solve Friction, Heat, and Chemical Challenges
- What are PTFE rods and how are they manufactured? A Guide to Their Properties and Production
- Why are PTFE rods suitable for medical applications? Unmatched Safety and Sterilization Performance
- What are the different types of PTFE rods available based on manufacturing technology? Choose the Right Type for Your Project
- How do PTFE rods contribute to energy efficiency in industrial applications? Reduce Friction & Power Consumption



















