In short, chemical inertness is crucial for PTFE coated fasteners because it creates a non-reactive barrier that shields the underlying metal from corrosive substances. This property ensures the fastener maintains its structural integrity and operational reliability in chemically aggressive environments where standard fasteners would quickly degrade and fail.
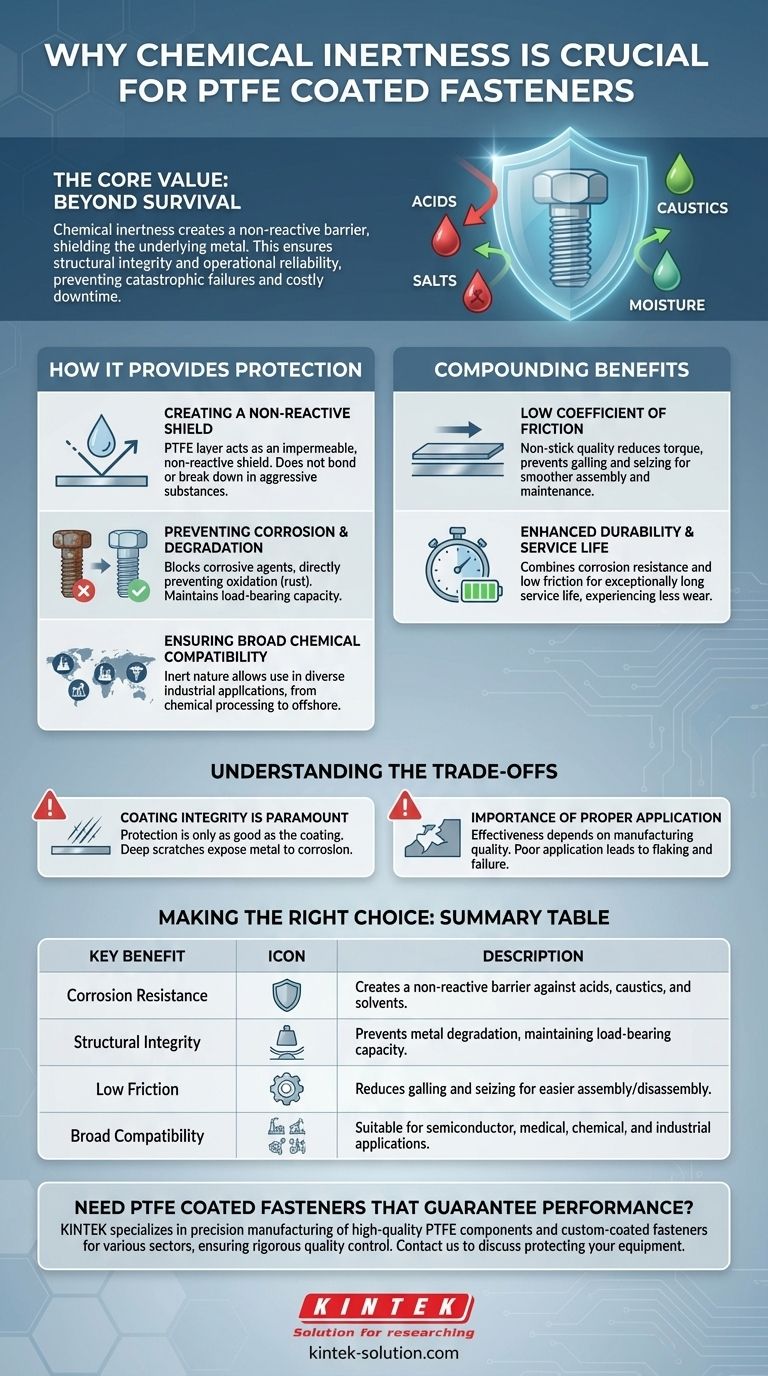
The core value of chemical inertness in PTFE coatings is not just surviving chemical exposure, but guaranteeing the fastener's physical and mechanical performance over its entire service life, preventing catastrophic failures and costly downtime.

How Chemical Inertness Provides Protection
The primary function of a PTFE coating is to isolate the structural metal of the fastener from the surrounding environment. Its chemical inertness is the key property that makes this isolation effective.
Creating a Non-Reactive Shield
The PTFE layer acts as an impermeable shield. Because the coating is non-reactive, it does not bond with or break down when exposed to a wide range of aggressive substances, including acids, caustics, moisture, and salts.
This shield physically prevents corrosive agents from ever reaching the metal substrate of the fastener.
Preventing Corrosion and Degradation
By blocking contact with corrosive elements, the coating directly prevents chemical reactions like oxidation (rust). This is critical for maintaining the load-bearing capacity and structural integrity of the fastener.
An unprotected fastener can lose material to corrosion, weakening it to the point of failure. The PTFE coating eliminates this risk.
Ensuring Broad Chemical Compatibility
The inert nature of PTFE makes these fasteners suitable for an exceptionally wide array of industrial applications. From chemical processing plants to offshore oil and gas rigs, the fasteners can be specified with confidence that they will not react with the specific chemicals present in that environment.
The Compounding Benefits of a PTFE Coating
While chemical inertness is the foundation of its protective quality, it works in concert with other properties of PTFE to deliver a superior fastening solution for demanding jobs.
Low Coefficient of Friction
PTFE is famous for its "non-stick" quality, which translates to a very low coefficient of friction. This property significantly reduces the torque required to tighten fasteners, ensuring more accurate pre-load.
Crucially, it also prevents galling and seizing, where threads bind under pressure. This makes both assembly and, more importantly, disassembly for maintenance much smoother and less likely to damage equipment.
Enhanced Durability and Service Life
The combination of corrosion resistance and low friction results in an exceptionally long service life. The fastener is protected from environmental degradation while also experiencing less wear and tear during installation and removal cycles.
Understanding the Trade-offs
While highly effective, PTFE coated fasteners are a specialized solution. Their performance depends on understanding their limitations.
Coating Integrity is Paramount
The protection offered by the PTFE is only as good as the coating itself. If the coating is deeply scratched or chipped during installation or use, the exposed metal underneath becomes a potential point for corrosion to begin.
Proper handling and the use of correct installation tools are essential to maintain the integrity of the protective barrier.
The Importance of Proper Application
The effectiveness of the fastener is entirely dependent on the quality of the manufacturing process. A poorly applied or improperly cured coating will not adhere correctly to the substrate and can flake or peel away, rendering the chemical protection useless.
It is critical to source these components from reputable manufacturers who have stringent quality control over their coating processes.
Making the Right Choice for Your Application
Selecting the correct fastener is a critical engineering decision. A PTFE coated fastener is often the optimal choice when performance in harsh conditions is a priority.
- If your primary focus is survival in chemically aggressive environments: The chemical inertness of PTFE is non-negotiable to prevent corrosion and ensure long-term structural integrity.
- If your primary focus is routine maintenance and accessibility: The low-friction surface is a key advantage, preventing galling and allowing for predictable and non-destructive disassembly.
- If your primary focus is long-term reliability in exposed conditions: The combined benefits of corrosion resistance and durability make these fasteners a sound investment to avoid future failures and downtime.
Ultimately, choosing a PTFE coated fastener is a decision to prioritize operational certainty and safety in environments that punish lesser materials.
Summary Table:
| Key Benefit | Description |
|---|---|
| Corrosion Resistance | Creates a non-reactive barrier against acids, caustics, and solvents. |
| Structural Integrity | Prevents metal degradation, maintaining load-bearing capacity. |
| Low Friction | Reduces galling and seizing for easier assembly/disassembly. |
| Broad Compatibility | Suitable for semiconductor, medical, chemical, and industrial applications. |
Need PTFE coated fasteners that guarantee performance in your specific environment? KINTEK specializes in the precision manufacturing of high-quality PTFE components, including custom-coated fasteners for the semiconductor, medical, laboratory, and industrial sectors. We ensure coating integrity through rigorous quality control, from prototypes to high-volume orders. Contact us today to discuss how our chemically inert PTFE solutions can protect your equipment and prevent costly downtime.
Visual Guide
Related Products
- High Temperature Resistant PTFE White Screw Plugs Custom T Shaped Sealing Hole Stoppers Waterproof Dustproof Chemical Inert Laboratory Fasteners
- Custom PTFE Sealing Tapes for Industrial and High Tech Applications
- Custom PTFE Insulating Gaskets and Corrosion Resistant Fluoropolymer Seals for Industrial Electrical Applications
- Custom PTFE Sealing Caps and Corrosion Resistant Low Background Teflon Adapters
- Custom PTFE Corrosion Resistant White Syringe with Threaded Luer Connector Compatibility
People Also Ask
- What are the key applications of PTFE plugs? Seal and Protect in Demanding Environments
- What makes PTFE fasteners suitable for high-temperature environments? Discover Their Critical Advantages
- Why should PTFE plugs not be used for long-term storage of liquids that attack glass? Avoid Dangerous Seal Failure
- What makes PTFE plugs durable? Unmatched Chemical and Temperature Resistance
- What can happen if PTFE plugs are rotated with solid particles lodged between the plug and barrel? Avoid Permanent Seal Failure



















