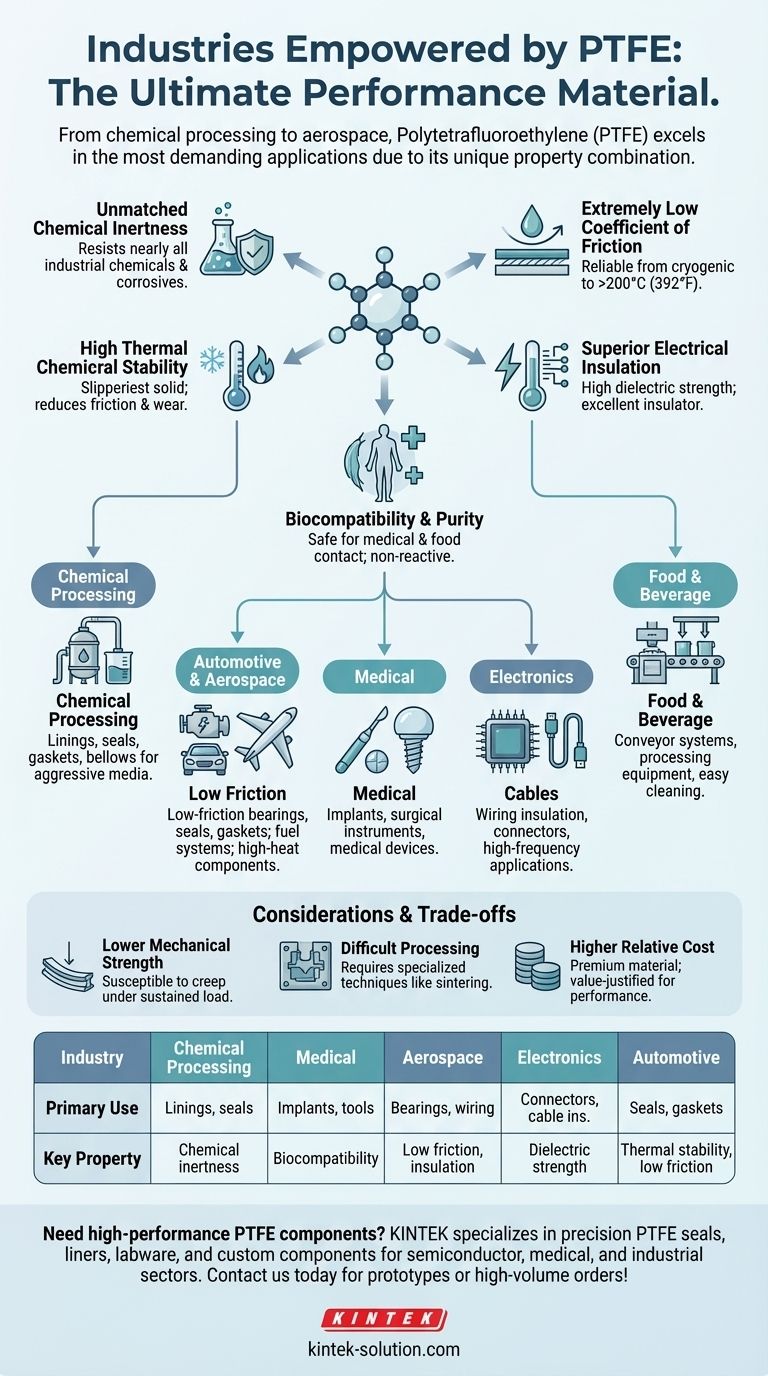
Virtually every modern industry relies on Polytetrafluoroethylene (PTFE) for its most demanding applications. It is a cornerstone material in sectors like chemical processing, medical, aerospace, automotive, and electronics. This widespread adoption is not due to a single feature, but its unique combination of properties—extreme chemical resistance, a remarkably low coefficient of friction, high-temperature stability, and excellent electrical insulation.
The core reason for PTFE's versatility is its ability to solve problems in extreme environments where other materials would fail. It is not simply a plastic; it is an engineered solution for challenges involving corrosive chemicals, high heat, intense friction, or electrical integrity.

The Core Properties Driving PTFE Adoption
To understand why PTFE is so prevalent, you must first understand its fundamental characteristics. Its value is derived from a set of properties that rarely coexist in a single material.
Unmatched Chemical Inertness
PTFE is one of the most non-reactive substances known. It can withstand nearly all industrial chemicals, solvents, and corrosive agents, even at elevated temperatures.
This property makes it indispensable in the chemical processing, petrochemical, and pharmaceutical industries for lining pipes, tanks, and reactors. It's also used for seals, gaskets, and bellows that handle aggressive media without degrading.
Extremely Low Coefficient of Friction
Often cited as one of the slipperiest solid materials in existence, PTFE has an incredibly low coefficient of friction. This means surfaces can slide against it with minimal resistance.
This is the principle behind non-stick cookware, but it is also critical in industrial and mechanical applications. In the automotive and aerospace sectors, it is used for low-friction bearings, seals, and gaskets that improve efficiency and reduce wear.
High Thermal Stability
PTFE performs reliably across a very wide range of temperatures. It maintains its properties in cryogenic conditions and can withstand continuous service temperatures well over 200°C (392°F).
This thermal resistance is vital for high-performance applications in automotive engines, aircraft fuel systems, and industrial power plants where components must endure extreme heat without losing structural integrity.
Superior Electrical Insulation
PTFE is an exceptional electrical insulator with a very high dielectric strength. It effectively blocks the flow of electricity and does not absorb water, which ensures its insulating properties remain stable.
This makes it the material of choice in the electronics industry for high-frequency applications, such as insulation for wiring in cables and connectors, especially in aerospace and computing where signal integrity is critical.
Biocompatibility and Purity
Because it is so inert, PTFE is biocompatible, meaning it does not react with bodily tissues or fluids. This makes it safe for use inside the human body.
This property is leveraged extensively in the medical sector for implants, surgical instruments, and medical devices. In the food and beverage industry, its inertness and non-stick surface are used for conveyor systems and processing equipment that require purity and easy cleaning.
Understanding the Trade-offs
Despite its remarkable advantages, PTFE is not a universal solution. An objective assessment requires acknowledging its limitations.
Lower Mechanical Strength
Compared to many engineering plastics, PTFE is relatively soft and has poor tensile strength. It can be susceptible to "creep," or deformation under a sustained load. This means it is often unsuitable for high-load structural components on its own.
Difficult Processing
PTFE has a very high melt viscosity, which makes it difficult to process using conventional methods like injection molding. It typically requires specialized techniques like compression molding and sintering, which can increase manufacturing complexity and cost.
Higher Relative Cost
As a high-performance fluoropolymer, PTFE is more expensive than commodity plastics like polyethylene or polypropylene. Its use is typically justified only when its unique properties are a strict requirement for the application's success.
Matching PTFE's Properties to Your Application
Choosing a material requires aligning its strengths with your primary goal. The decision to use PTFE becomes clear when the operational demands are high.
- If your primary focus is handling corrosive materials: PTFE's chemical inertness makes it the definitive choice for linings, seals, and tubing in chemical processing environments.
- If your primary focus is reducing friction and wear: Its exceptionally low coefficient of friction is ideal for self-lubricating bearings, non-stick surfaces, and dynamic seals.
- If your primary focus is high-performance electrical insulation: PTFE's superior dielectric properties are essential for critical wiring and connectors in aerospace and electronics.
- If your primary focus is medical or food-grade safety: Its biocompatibility and purity make it a trusted material for implants, surgical tools, and food processing equipment.
Ultimately, PTFE is selected when performance and reliability in extreme conditions are non-negotiable requirements.
Summary Table:
| Industry | Primary Use of PTFE | Key Property Leveraged |
|---|---|---|
| Chemical Processing | Linings, seals, gaskets | Chemical inertness |
| Medical | Implants, surgical tools | Biocompatibility |
| Aerospace | Bearings, wiring insulation | Low friction, electrical insulation |
| Electronics | Connectors, cable insulation | Dielectric strength |
| Automotive | Seals, gaskets | Thermal stability, low friction |
Need high-performance PTFE components for your industry?
At KINTEK, we specialize in manufacturing precision PTFE seals, liners, labware, and custom components for the semiconductor, medical, laboratory, and industrial sectors. Whether you need prototypes or high-volume orders, our custom fabrication ensures reliability in extreme conditions.
Contact us today to discuss how our PTFE solutions can meet your demanding requirements!
Visual Guide
Related Products
- Custom PTFE Filtration System Acid Resistant High Purity Semiconductor Grade Chemical Processing Filter
- High Corrosion Resistant PTFE Faucet Polytetrafluoroethylene Valve for Chemical Storage Drums and Fluid Transfer Systems Customizable Industrial Grade
- PTFE PFA Vacuum Filtration System Corrosion Resistant Customizable Shatterproof Laboratory Device
- PTFE Corrosion Resistant Filter with PFA Valve Connections and Integrated Sieve Plate
- High Temperature Chemical Resistant 50ml PTFE Syringe Customized Teflon Injector with Threaded Seal for Trace Analysis
People Also Ask
- How does the hydrophobicity of PTFE filters benefit their use? Ensure Uninterrupted Gas Flow and Solvent Filtration
- What temperature resistance do PTFE filters offer? Unmatched Thermal Stability from -200°C to +260°C
- What steps are involved in selecting the proper PTFE filter? A 4-Step Guide to Optimal Filtration
- Why are PTFE filters advantageous for gravimetric analysis? Achieve Unmatched Accuracy and Precision
- What sizes and pore options are available for PTFE filters? Choose the Right Filter for Your Application



















