In essence, PFA (Perfluoroalkoxy) is a high-performance fluoropolymer prized for its extreme chemical inertness, a very wide operating temperature range, and excellent purity. It combines many of the best properties of PTFE (Teflon) with the significant advantage of being melt-processable, allowing it to be formed into more complex shapes.
PFA should be understood as a premium engineering material that solves problems in extreme environments. Its true value lies in providing the near-universal chemical and thermal resistance of PTFE in a form that can be injection molded or extruded, enabling designs that would otherwise be impossible.

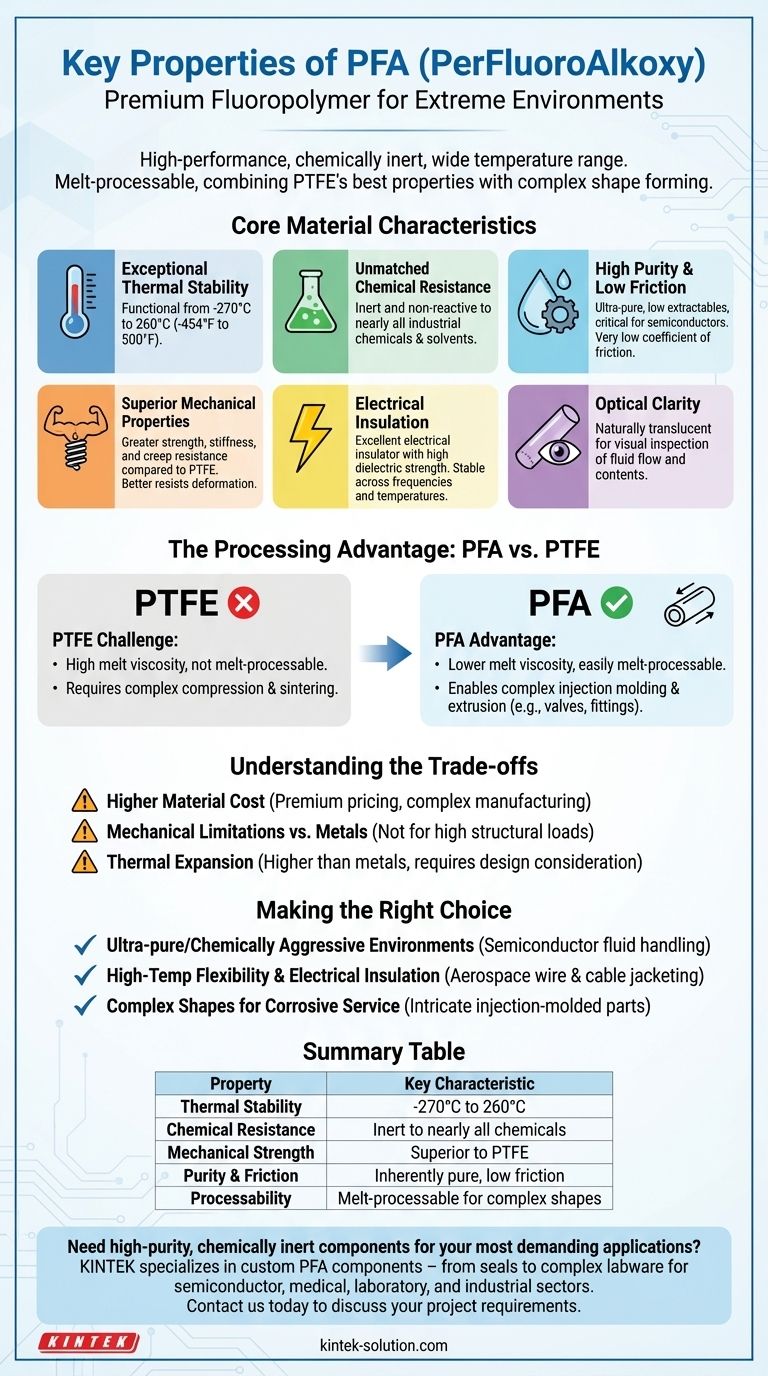
Core Material Characteristics
PFA’s unique combination of properties makes it a go-to choice for demanding applications where other materials would quickly fail.
Exceptional Thermal Stability
PFA maintains its integrity across an incredibly broad temperature spectrum. It is functional from cryogenic temperatures as low as -270°C (-454°F) up to a continuous service temperature of 260°C (500°F).
Unmatched Chemical Resistance
Like most fluoropolymers, PFA is chemically inert and non-reactive with nearly all industrial chemicals and solvents. This makes it ideal for handling highly corrosive or aggressive media.
High Purity and Low Friction
PFA is an inherently pure material with very low levels of extractables, which is critical for non-contaminating applications like semiconductor manufacturing and pharmaceuticals. It also possesses a very low coefficient of friction, characteristic of fluoropolymers.
Superior Mechanical Properties
Compared to its well-known relative PTFE, PFA offers greater strength, stiffness, and creep resistance. While still highly flexible, it better resists deformation under sustained load, especially at elevated temperatures.
Electrical Insulation
PFA is an excellent electrical insulator with a high dielectric strength. Its properties remain stable across a wide range of frequencies and temperatures, making it a reliable choice for critical electronic components and wire insulation.
Optical Clarity
The material is naturally translucent, which allows for visual inspection of fluid flow within PFA tubing or the contents of a PFA container. This can be a significant advantage in process monitoring.
The Processing Advantage: PFA vs. PTFE
Understanding why PFA exists requires comparing it to the most famous fluoropolymer, PTFE. The key difference isn't in performance—it's in manufacturability.
The Challenge of PTFE
PTFE has an extremely high melt viscosity, meaning it doesn't truly flow when heated. It cannot be processed using conventional techniques like injection molding or extrusion. Instead, it must be formed using a complex compression and sintering process, similar to powdered metallurgy.
PFA's Melt-Processability
PFA was engineered to solve this problem. It has a lower melt viscosity, allowing it to be easily processed using conventional thermoplastic methods. This unlocks the ability to create complex, injection-molded parts like valve bodies, fittings, and intricate components that would be impractical or impossible to machine from PTFE stock.
Understanding the Trade-offs
No material is perfect for every situation. Being objective about PFA's limitations is key to using it effectively.
Higher Material Cost
PFA is a premium polymer, and its cost reflects its performance and manufacturing complexity. It is significantly more expensive than standard engineering plastics and even other fluoropolymers like FEP.
Mechanical Limitations vs. Metals
While PFA is strong for a fluoropolymer, it is still a polymer. It cannot replace metals or high-strength ceramics in applications requiring high structural load-bearing capacity, especially at its upper temperature limits.
Thermal Expansion
Like all plastics, PFA has a relatively high coefficient of thermal expansion compared to metals. This must be accounted for in designs that involve large temperature fluctuations to avoid stress and failure.
Making the Right Choice for Your Application
Selecting PFA is a decision driven by the need for uncompromising performance in a hostile environment.
- If your primary focus is ultra-pure or chemically aggressive environments: PFA is a top-tier choice for semiconductor fluid handling, chemical processing tubing, and pharmaceutical equipment.
- If your primary focus is high-temperature flexibility and electrical insulation: PFA is ideal for demanding wire and cable jacketing, especially in aerospace or industrial applications with extreme temperatures.
- If your primary focus is creating complex shapes for corrosive service: Choose PFA when you need an intricate, injection-molded part that must withstand chemicals and temperatures that would destroy other polymers.
Ultimately, PFA provides a unique solution for engineering challenges where performance and reliability cannot be compromised.
Summary Table:
| Property | Key Characteristic |
|---|---|
| Thermal Stability | Functional from -270°C to 260°C (-454°F to 500°F) |
| Chemical Resistance | Inert to nearly all industrial chemicals and solvents |
| Mechanical Strength | Superior strength, stiffness, and creep resistance vs. PTFE |
| Purity & Friction | Inherently pure with low extractables and a low coefficient of friction |
| Processability | Melt-processable for complex injection-molded or extruded shapes |
Need high-purity, chemically inert components for your most demanding applications?
KINTEK specializes in the custom fabrication of precision PFA components—from seals and liners to complex labware—for the semiconductor, medical, laboratory, and industrial sectors. Our expertise ensures your designs perform reliably in extreme thermal and chemical environments.
Contact us today to discuss your project requirements, from prototypes to high-volume orders.
Visual Guide
Related Products
- High Purity PFA Chromatography Column with Collection Bottle Corrosion Resistant Fluoropolymer Filtration System for Trace Analysis
- High Purity PFA Chromatography Columns and Collection Bottles Corrosion Resistant Fluoropolymer Filtration Systems for Trace Analysis
- PFA Sub Boiling Acid Purifier Electronic Grade Distillation System Laboratory Trace Analysis Equipment
- High Purity PFA Chromatography Column Double Layer Constant Pressure Filtration System with Sieve Plate for Strong Acid Resistance
- High Purity PFA Chromatography Column and Collection Bottle System Corrosion Resistant Filter Column with Sieve Plate Glass Alternative
People Also Ask
- Why is PFA superior for cleaning and preventing cross-contamination? The Gold Standard for Ultra-Trace Lab Hygiene
- Why is Perfluoroalkoxy alkane (PFA) preferred over glass or stainless steel in pharmaceutical process development? Pure Yield
- How does PTFE's corrosion resistance benefit high-purity applications? Ensure Zero Contamination & System Integrity
- How do the mechanical properties of PFA compare to FEP and PTFE? PFA's Superior Flex Life and Toughness Explained
- Why use high-purity PFA bottles for Carbon Quantum Dots? Ensure Ink Stability and Prevent Fluorescence Quenching



















