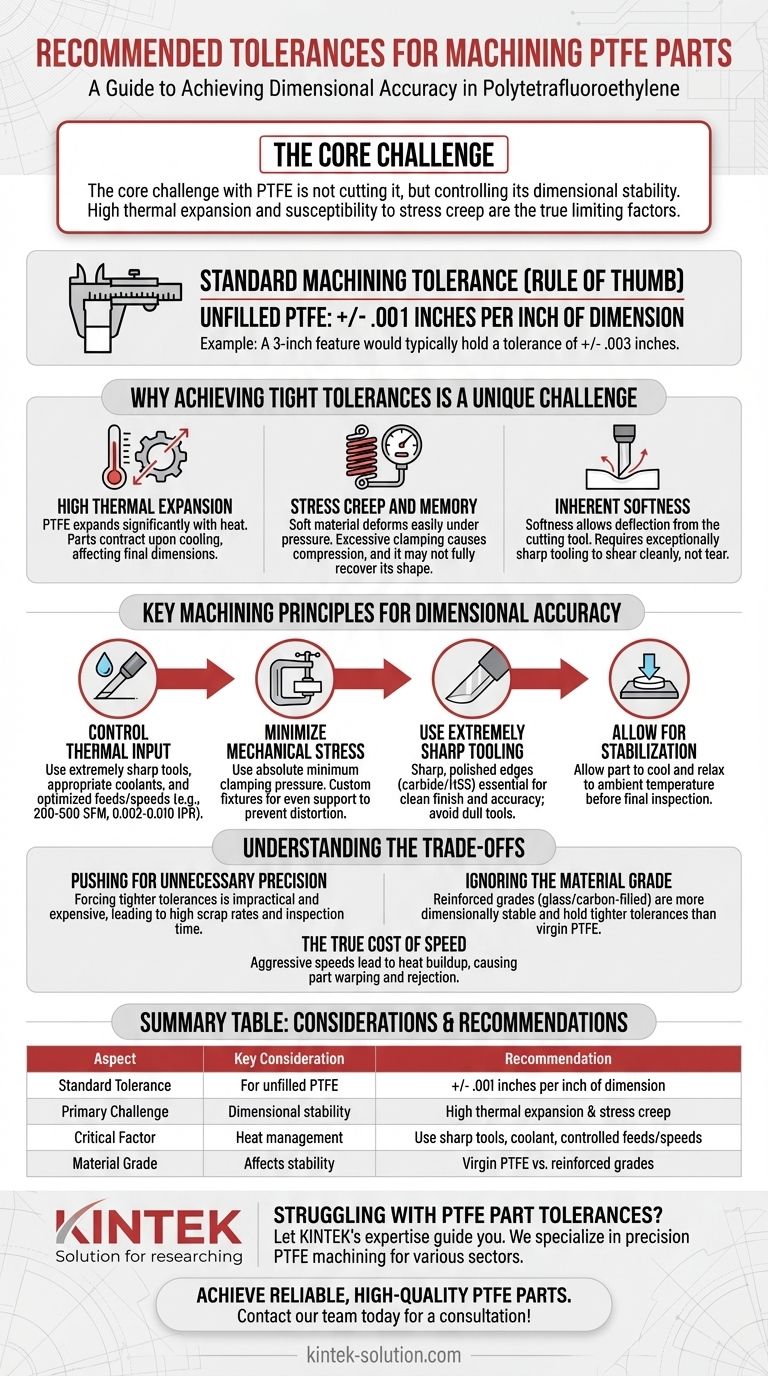
As a reliable rule of thumb, the standard machining tolerance for unfilled PTFE (Polytetrafluoroethylene) is +/- .001 inches per inch of dimension. For example, a 3-inch feature would typically hold a tolerance of +/- .003 inches. While tighter tolerances are possible, achieving them requires a deep understanding of the material's unique behavior and specialized machining techniques.
The core challenge with PTFE is not cutting it, but controlling its dimensional stability. While its softness makes it easy to machine, its high thermal expansion and susceptibility to stress creep are the true limiting factors in achieving tight tolerances.

Why Achieving Tight Tolerances in PTFE is a Unique Challenge
Successfully machining PTFE involves working with its properties, not against them. Several inherent characteristics make it fundamentally different from metals or more rigid plastics.
High Thermal Expansion
PTFE has a very high coefficient of thermal expansion. The heat generated during the cutting process, even if minor, will cause the material to expand significantly. As the part cools to ambient temperature, it will contract, meaning the final dimension may not be what was measured on the machine.
Stress Creep and Memory
This material is soft and deforms easily under pressure. Excessive clamping force during machining will compress the part. When released, it may not fully return to its original shape, a phenomenon known as stress creep. This makes workholding a critical variable.
Inherent Softness
While softness makes PTFE easy to cut, it also means the material can deflect away from the cutting tool if not properly supported. It also requires exceptionally sharp tooling to shear cleanly rather than push or tear the material.
Key Machining Principles for Dimensional Accuracy
Controlling the unique properties of PTFE hinges on a disciplined approach to the machining process. Success is less about aggressive material removal and more about finesse.
Control Thermal Input
Managing heat is the single most important factor. This is achieved by using extremely sharp tools (carbide-tipped are preferred), appropriate coolants, and optimized feeds and speeds. Recommended cutting speeds are often in the range of 200-500 surface feet per minute with a feed rate of 0.002" to 0.010" per revolution.
Minimize Mechanical Stress
Use the absolute minimum clamping pressure required to hold the part securely. Custom fixtures that support the workpiece evenly are often necessary to prevent distortion. Avoid overtightening vises or chucks.
Use Extremely Sharp Tooling
Dull tools generate excess friction and heat, and they tend to push the material rather than cutting it cleanly. Sharp, polished cutting edges, preferably on carbide or high-speed steel (HSS) tools, are essential for a clean surface finish and dimensional accuracy.
Allow for Stabilization
After machining, the part must be allowed to cool and relax to a stable ambient temperature before performing final inspection and measurement. Measuring a part while it is still warm from cutting will produce inaccurate results.
Understanding the Trade-offs
Designing for PTFE without considering its limitations leads to unnecessary cost and high scrap rates.
Pushing for Unnecessary Precision
Forcing tolerances tighter than the standard +/- .001" per inch on virgin PTFE is often impractical and expensive. This dramatically increases inspection time and the likelihood of part rejection.
Ignoring the Material Grade
The standard tolerance rule applies primarily to unfilled, virgin PTFE. Reinforced grades, such as glass-filled or carbon-filled PTFE, are far more dimensionally stable and can hold significantly tighter tolerances due to their reduced thermal expansion and creep.
The True Cost of Speed
Attempting to machine PTFE with the same aggressive speeds and feeds used for other materials is a common mistake. The time saved in cutting is quickly lost to rejected parts that have warped or moved out of tolerance due to heat buildup.
Making the Right Choice for Your Design
Your application's specific requirements should dictate your approach to PTFE tolerance.
- If your primary focus is standard components: Design your part with the +/- .001" per inch rule in mind from the start to ensure cost-effective manufacturability.
- If your application requires tighter tolerances: Specify a stable, reinforced PTFE grade and consult with an experienced machinist about the feasibility and cost implications.
- If you are machining the part yourself: Prioritize heat and pressure control above all else by using sharp tools, coolant, and minimal, evenly distributed clamping force.
Ultimately, successful PTFE machining comes from respecting the material's inherent properties rather than fighting against them.
Summary Table:
| Aspect | Key Consideration | Recommendation |
|---|---|---|
| Standard Tolerance | For unfilled PTFE | +/- .001 inches per inch of dimension |
| Primary Challenge | Dimensional stability | High thermal expansion & stress creep |
| Critical Factor | Heat management | Use sharp tools, coolant, and controlled feeds/speeds |
| Material Grade | Affects stability | Virgin PTFE vs. reinforced grades (glass/carbon-filled) |
Struggling with PTFE part tolerances? Let KINTEK's expertise guide you.
We specialize in machining precision PTFE components (seals, liners, labware) for the semiconductor, medical, laboratory, and industrial sectors. Our deep understanding of PTFE's unique behavior allows us to deliver the dimensional stability your application requires, from prototypes to high-volume production.
We help you:
- Apply the right tolerances for cost-effective manufacturability.
- Select the optimal PTFE grade (virgin or reinforced) for your needs.
- Leverage specialized techniques to control thermal expansion and stress creep.
Achieve reliable, high-quality PTFE parts. Contact our team today for a consultation!
Visual Guide
Related Products
- Custom Machined Molded PTFE Teflon Parts Manufacturer for Laboratory ITO FTO Conductive Glass Cleaning Flower Basket
- Custom Machined PTFE Conical Sample Cell Corrosion Resistant Triangular Fluoropolymer Container for Trace Analysis
- Custom PTFE Parts Manufacturer for Teflon Parts and PTFE Tweezers
- Custom PTFE Parts Manufacturer for Teflon Containers and Components
- Corrosion Resistant PTFE Stirring Impeller and Customizable Polytetrafluoroethylene Dispersion Disk
People Also Ask
- How does the structural design of a PTFE flower basket ensure uniform fluid access to substrates? Optimize Lab Yields
- What are the primary functions and design features of a PTFE flower basket? Optimize High-Purity Chemical Processing
- What is the working principle of a PTFE flower basket? Optimize Fluid Flow and Purity for Chemical Immersion
- What factors contribute to the long-term mechanical integrity of PTFE flower baskets under thermal cycling? Expert Guide.
- How do PTFE flower baskets compare to quartz or stainless-steel carriers? Maximize ROI with Low TCO Solutions



















