Teflon membranes enhance chemical resistance in laboratory equipment by being fundamentally inert. As a synthetic fluoropolymer known as PTFE, Teflon does not react with or degrade when exposed to a vast range of aggressive substances, including strong acids, bases, and organic solvents. This non-reactive quality preserves the integrity of both the equipment and the scientific samples being processed.
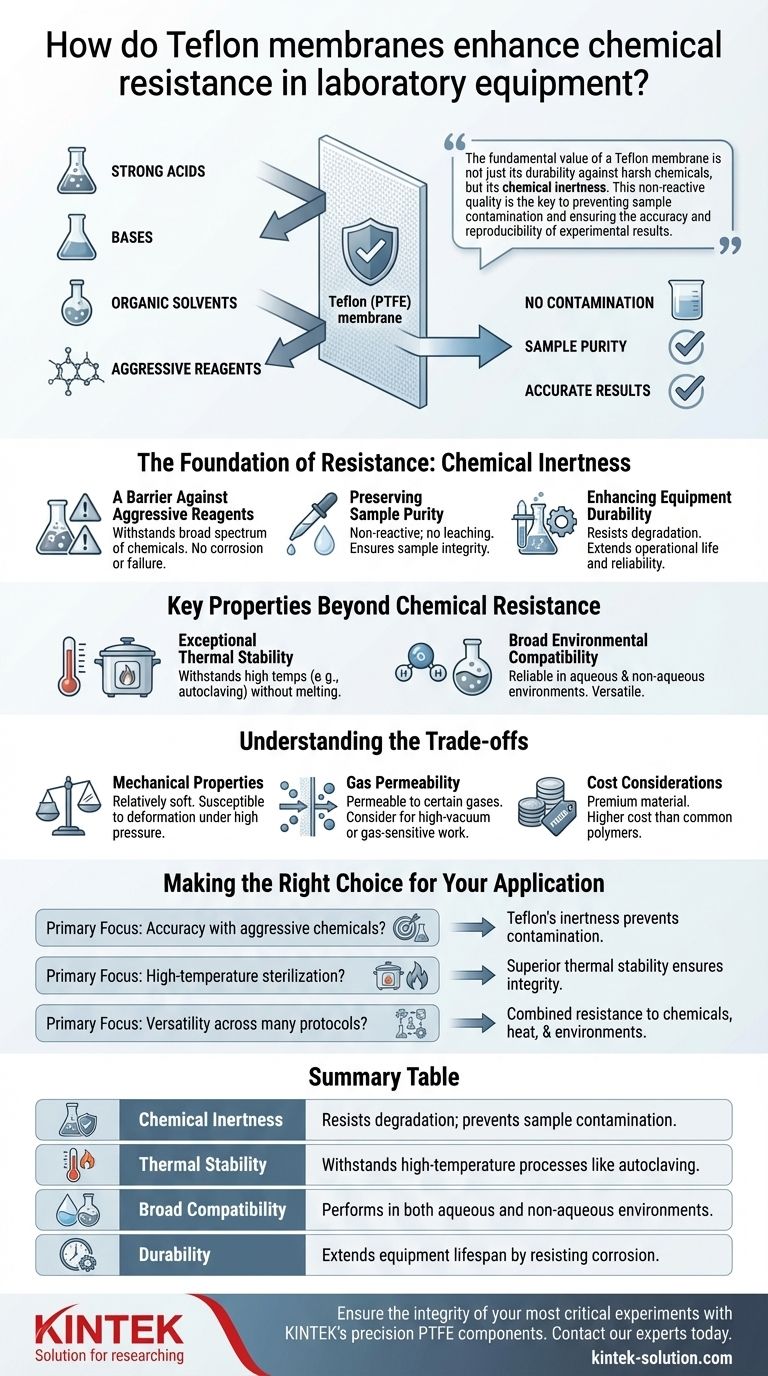
The fundamental value of a Teflon membrane is not just its durability against harsh chemicals, but its chemical inertness. This non-reactive quality is the key to preventing sample contamination and ensuring the accuracy and reproducibility of experimental results.

The Foundation of Resistance: Chemical Inertness
The exceptional performance of Teflon, or Polytetrafluoroethylene (PTFE), stems from its unique molecular structure. This structure is responsible for the properties that make it indispensable in demanding laboratory environments.
A Barrier Against Aggressive Reagents
Teflon’s core strength is its ability to withstand chemical attack. It is highly resistant to a broad spectrum of chemicals that would degrade lesser materials.
This includes strong acids, bases, solvents, and a wide variety of organic compounds. This ensures equipment can be used for diverse applications without fear of corrosion or failure.
Preserving Sample Purity
Because the membrane is non-reactive, it does not leach chemicals or impurities into the sample passing through it. This is critical for maintaining the purity of experimental materials.
This quality guarantees that the results of an analysis or experiment are due to the sample itself, not contamination from the equipment.
Enhancing Equipment Durability
By resisting chemical degradation, Teflon membranes extend the operational life of the laboratory equipment they are part of. This leads to greater reliability and lower long-term costs.
Key Properties Beyond Chemical Resistance
Teflon’s utility is amplified by other intrinsic properties that make it uniquely suited for laboratory work. These characteristics work in concert with its chemical resistance.
Exceptional Thermal Stability
Teflon membranes can withstand very high temperatures without losing their structural integrity or chemical resistance.
This makes them ideal for processes that involve extreme heat, such as autoclaving and high-temperature sterilization, where other polymers would melt or warp.
Broad Environmental Compatibility
These membranes perform reliably in both aqueous (water-based) and non-aqueous environments.
This versatility allows a single piece of equipment to be used for a wide range of experimental protocols, from biological filtration to organic solvent separation.
Understanding the Trade-offs
While Teflon offers unparalleled chemical and thermal performance, it's essential to understand its specific characteristics to use it effectively. No material is perfect for every single application.
Mechanical Properties
Teflon is a relatively soft material. While chemically robust, it can be more susceptible to scratching or mechanical deformation under very high pressures compared to rigid materials.
Gas Permeability
While an excellent barrier to liquids, PTFE membranes can be permeable to certain gases. This is a factor to consider in high-vacuum applications or when working with highly gas-sensitive experiments.
Cost Considerations
The advanced properties of Teflon mean it is often a premium material. Its cost is typically higher than that of other common membrane polymers like nylon or polypropylene.
Making the Right Choice for Your Application
Selecting the right membrane material hinges on the specific demands of your work. The decision to use Teflon should be based on a clear understanding of your experimental priorities.
- If your primary focus is accuracy with aggressive chemicals: Teflon's inertness is non-negotiable, as it is the best way to prevent sample contamination from leached materials.
- If your primary focus is high-temperature sterilization: Its superior thermal stability ensures the membrane's integrity through processes like autoclaving where other materials would fail.
- If your primary focus is versatility across many protocols: Teflon's combined resistance to chemicals, heat, and both aqueous and non-aqueous solvents makes it the most adaptable choice.
Ultimately, choosing Teflon is an investment in the reliability and integrity of your experimental outcomes.
Summary Table:
| Property | Benefit for Laboratory Equipment |
|---|---|
| Chemical Inertness | Resists degradation from strong acids, bases, and solvents; prevents sample contamination. |
| Thermal Stability | Withstands high-temperature processes like autoclaving without losing integrity. |
| Broad Compatibility | Performs reliably in both aqueous and non-aqueous environments. |
| Durability | Extends equipment lifespan by resisting chemical corrosion. |
Ensure the integrity of your most critical experiments with KINTEK's precision PTFE components.
Our chemically inert Teflon seals, liners, and labware are engineered to protect your samples and equipment from aggressive reagents, guaranteeing accurate, reproducible results. Whether you require a custom prototype or a high-volume order for the semiconductor, medical, or industrial sectors, we deliver the precision and reliability your lab demands.
Contact our experts today to discuss your specific application needs and request a quote.
Visual Guide
Related Products
- PTFE Membrane Filter Holder for Aerosol Environmental Monitoring and Low Concentration Particulate Matter Sampling Chemical Resistant Air Quality Analysis Component
- PTFE Filter Membrane Holder 47mm Leak Proof Corrosion Resistant Environmental Sampling Unit Customizable
- PTFE Filter Membrane Holder for Hydrogen Chloride and Water Filtration 90mm Environmental Sampling Clamp Customizable
- High Purity PTFE Filter Membrane Cutter with Ceramic Blade for PM2.5 Analysis and Customizable Laboratory Filter Paper Splitter
- High Purity PTFE Square Membrane Cutter Equipartition Device for Trace Analysis and Disease Control Centers Clean Non Stick No Leaching
People Also Ask
- How does the chemical resistance of Polytetrafluoroethylene (PTFE) filter membranes benefit industrial filtration?
- Why are PTFE filter membranes preferred for applications involving aggressive chemicals or high-temperature gases? Expert Guide
- How does the inherent hydrophobicity of PTFE filter membranes affect liquid and gas separation? Optimize Performance
- What are the performance advantages of PTFE filter membranes vs depth filters? Boosting Lab Purity and Efficiency
- What is the thermal stability range for PTFE filter membranes? Master Extremes from -200°C to +260°C



















