In chemically aggressive environments, PTFE's performance is defined by its exceptional inertness. It is one of the most chemically resistant polymers available, remaining stable and non-reactive when exposed to a vast range of acids, bases, solvents, and corrosive industrial fluids. This reliability makes it a primary material for demanding applications in chemical processing, automotive, and aerospace industries.
The fundamental reason for PTFE's superior performance is its molecular structure, which makes it non-reactive to nearly all chemicals. This inherent chemical stability ensures it will not degrade, swell, or corrode, guaranteeing long-term integrity and safety in harsh operational settings.

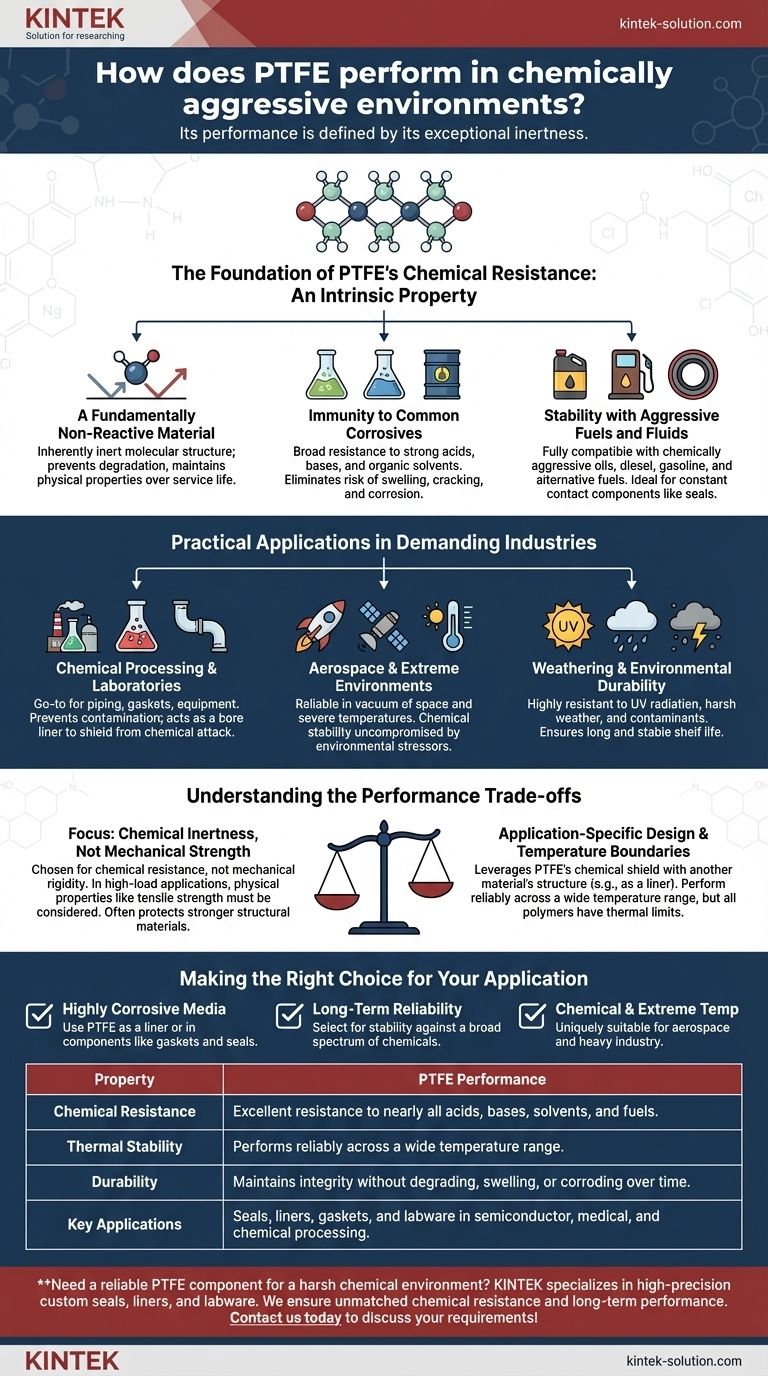
The Foundation of PTFE's Chemical Resistance
Polytetrafluoroethylene (PTFE) is engineered for chemical stability. Its performance is not a feature that is added, but rather an intrinsic property of the material itself, making it a predictable and reliable choice for critical applications.
A Fundamentally Non-Reactive Material
At a molecular level, PTFE is inherently inert. Its structure ensures it does not react with other substances it comes into contact with.
This non-reactive nature prevents material degradation, ensuring that components made from PTFE maintain their physical properties over their entire service life.
Immunity to Common Corrosives
PTFE exhibits broad resistance to the most common and aggressive industrial chemicals. This includes strong acids, bases, and a wide variety of organic solvents.
This comprehensive resistance eliminates the risk of material swelling, cracking, or chemical corrosion, which are common failure points for lesser materials.
Stability with Aggressive Fuels and Fluids
The material excels in contact with various automotive and industrial fluids. It is fully compatible with chemically aggressive oils, diesel, gasoline, and alternative fuels.
This makes it an ideal choice for components like rotating shaft seals, where contact with these fluids is constant and performance cannot be compromised.
Practical Applications in Demanding Industries
The theoretical resistance of PTFE translates directly into reliable performance across a range of industries where chemical exposure is a constant operational reality. Its versatility allows it to be used in multiple forms, from structural components to protective liners.
Chemical Processing and Laboratories
In chemical plants and lab settings, PTFE is a go-to material for piping systems, gaskets, and equipment. Its inertness prevents contamination of the process media and protects the equipment itself.
It is often supplied as a bore liner or "PTFE envelope" to shield standard pipe gaskets from direct chemical attack, extending the life of the entire system.
Aerospace and Extreme Environments
PTFE's reliability extends to the most extreme conditions, including the vacuum of space and severe atmospheric temperatures.
Its chemical stability is not compromised by these environmental stressors, making it a critical material for components in aeronautical engineering and aerospace applications.
Weathering and Environmental Durability
Beyond targeted chemical exposure, PTFE is also highly resistant to general environmental factors. It is not affected by harsh weather conditions, UV radiation, or environmental contaminants.
This gives the material a long and stable shelf life, ensuring its properties remain consistent even after prolonged exposure to the elements.
Understanding the Performance Trade-offs
While its chemical resistance is nearly absolute, selecting PTFE requires a holistic view of the application's demands. The decision to use it involves understanding its strengths in context with other material properties.
Focus is on Chemical, Not Mechanical, Strength
PTFE is chosen for its chemical inertness, not its mechanical rigidity or strength compared to metals. In high-load applications, its physical properties like tensile strength and resistance to creep must be considered.
Often, its role is to protect a stronger, but less chemically resistant, structural material.
Application-Specific Design
The use of PTFE as a liner or envelope is a perfect example of this trade-off. It provides the chemical shield while a different material provides the mechanical structure and sealing force.
This design strategy leverages PTFE's primary strength where it is needed most—at the point of chemical contact.
Temperature as a Performance Boundary
While PTFE performs reliably across an exceptionally wide temperature range, all polymers have thermal limits. The combination of extreme temperatures and aggressive chemicals should always be evaluated to ensure operation remains within the material's specified service range.
Making the Right Choice for Your Application
To leverage PTFE's capabilities effectively, align your material choice with your primary operational challenge.
- If your primary focus is containing highly corrosive media: Use PTFE as a liner or in components like gaskets and seals to protect the larger system from chemical attack.
- If your primary focus is long-term reliability in a variable chemical environment: Select PTFE for its stability against a broad spectrum of chemicals, ensuring it won't degrade, swell, or crack over time.
- If your primary focus is performance in both chemical and extreme temperature conditions: PTFE is a uniquely suitable material for applications in aerospace and heavy industry where both factors are critical.
Ultimately, choosing PTFE is a decision for unparalleled chemical inertness and long-term operational peace of mind.
Summary Table:
| Property | PTFE Performance |
|---|---|
| Chemical Resistance | Excellent resistance to nearly all acids, bases, solvents, and fuels. |
| Thermal Stability | Performs reliably across a wide temperature range. |
| Durability | Maintains integrity without degrading, swelling, or corroding over time. |
| Key Applications | Seals, liners, gaskets, and labware in semiconductor, medical, and chemical processing. |
Need a reliable PTFE component for a harsh chemical environment?
KINTEK specializes in manufacturing high-precision PTFE components—including custom seals, liners, and labware—for the semiconductor, medical, laboratory, and industrial sectors. We ensure your parts deliver unmatched chemical resistance and long-term performance, from prototypes to high-volume production.
Contact us today to discuss your specific requirements and get a quote!
Visual Guide
Related Products
- Custom PTFE Filtration System Acid Resistant High Purity Semiconductor Grade Chemical Processing Filter
- High Corrosion Resistant PTFE Faucet Polytetrafluoroethylene Valve for Chemical Storage Drums and Fluid Transfer Systems Customizable Industrial Grade
- PTFE PFA Vacuum Filtration System Corrosion Resistant Customizable Shatterproof Laboratory Device
- PTFE Corrosion Resistant Filter with PFA Valve Connections and Integrated Sieve Plate
- High Temperature Chemical Resistant 50ml PTFE Syringe Customized Teflon Injector with Threaded Seal for Trace Analysis
People Also Ask
- What makes PTFE filtration systems advantageous for industrial and scientific use? Unmatched Chemical & Thermal Stability
- What are the typical applications of PTFE filters in scientific filtration? Master Harsh Chemical and Gas Filtration
- Which chemicals are fully compatible with PTFE filters? Discover Unmatched Chemical Resistance
- What temperature resistance do PTFE filters offer? Unmatched Thermal Stability from -200°C to +260°C
- How does the hydrophobicity of PTFE filters benefit their use? Ensure Uninterrupted Gas Flow and Solvent Filtration



















