In selecting PTFE packing, chemical exposure is the primary gatekeeper for material suitability. While Polytetrafluoroethylene (PTFE) is renowned for its broad chemical resistance, it is not universally inert. A thorough evaluation of the specific chemicals and their concentrations is a non-negotiable first step to prevent material degradation and seal failure.
The core challenge is not simply choosing a "chemical-resistant" material, but matching a specific PTFE formulation to the precise chemical environment, while simultaneously balancing other critical operational demands like temperature, pressure, and mechanical stress.

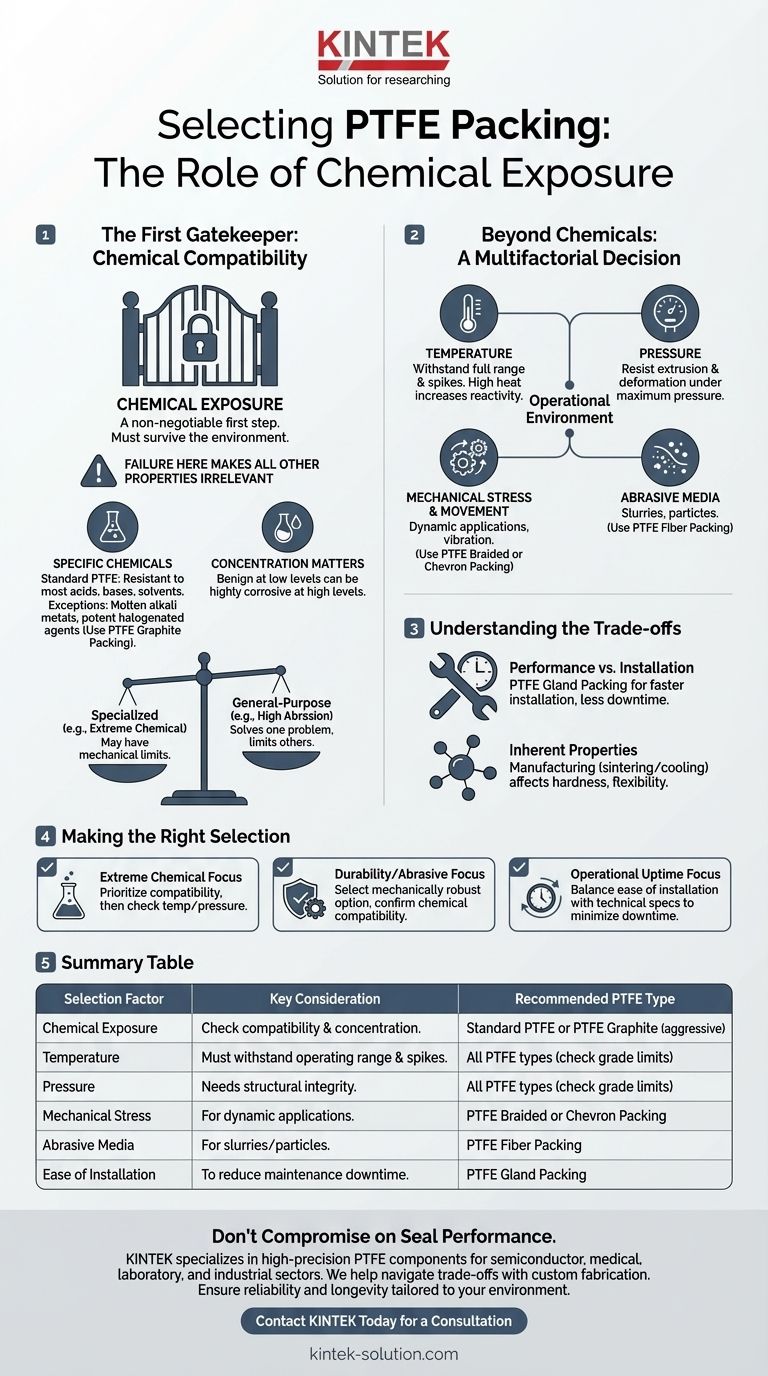
Why Chemical Compatibility is the First Gatekeeper
Before considering any other factor, you must confirm that the packing material can survive its chemical environment. A failure here makes all other properties irrelevant.
PTFE's Baseline Chemical Resistance
Standard PTFE is resistant to a vast range of chemicals, including most acids, bases, solvents, and corrosive agents. This is why it is a go-to choice for a wide array of industrial applications.
Identifying the Exceptions
Despite its robust nature, certain aggressive substances can attack PTFE. These often include molten alkali metals and potent halogenated agents.
For these extreme cases, a standard PTFE packing is insufficient. You must opt for a specialized formulation, such as PTFE graphite packing, which is engineered to handle these specific aggressive media.
The Critical Role of Concentration
The type of chemical is only half the story. The concentration of that chemical is equally important. A substance that is benign at low concentrations can become highly corrosive and damaging to the packing material at higher levels.
Beyond Chemicals: A Multifactorial Decision
Once chemical compatibility is confirmed, you must evaluate the packing against the full scope of its operational environment. A packing that is chemically sound can still fail if it cannot handle the physical demands of the application.
Operating Temperature
The packing must be ableto withstand the full temperature range of the application, including both normal operating temperatures and any potential spikes or extremes. High temperatures can degrade the packing material and may also increase the reactivity of the chemicals it is exposed to.
Pressure Conditions
High-pressure environments place immense stress on the packing's ability to create and maintain a seal. The selected packing must have the structural integrity to resist extrusion and deformation under the application's maximum pressure.
Mechanical Stress and Movement
The physical forces on the packing are a crucial consideration. For dynamic applications involving movement, vibration, or rotation, a standard packing may wear out quickly.
In these cases, materials like PTFE braided packing or PTFE chevron packing are specifically designed to offer superior durability and a longer service life under constant mechanical stress.
Abrasive Media
Environmental conditions can introduce other challenges. If the process fluid contains abrasive particles or slurries, you need a packing designed for high wear resistance.
PTFE fiber packing, for example, is often chosen for its enhanced ability to handle abrasive media without premature failure.
Understanding the Trade-offs
There is no single "best" PTFE packing for every situation. Selecting the right one involves understanding and balancing competing properties.
Specialized vs. General-Purpose
A packing engineered for extreme chemical resistance might have different mechanical properties than one designed for high abrasion. Opting for a specialized material solves one problem but may introduce limitations in other performance areas.
Performance vs. Ease of Installation
Some packing types, such as PTFE gland packing, are specifically designed for faster and easier installation. This can significantly reduce downtime during maintenance. This operational efficiency may be a more valuable trade-off than selecting a marginally higher-performing but more complex material to install.
Inherent Material Properties
Even the manufacturing process, such as the sintering and cooling rate, dictates the final physical properties of the PTFE compound. This can affect everything from hardness to flexibility, creating inherent trade-offs in the raw material itself.
Making the Right Selection for Your Application
Your final choice must be a holistic one, based on a clear understanding of your primary operational goal.
- If your primary focus is extreme chemical resistance: Prioritize a thorough chemical compatibility check and specify a specialized formulation if needed, ensuring it still meets baseline temperature and pressure requirements.
- If your primary focus is durability in a dynamic or abrasive environment: Select a mechanically robust option like braided or fiber packing, after first confirming it is fully compatible with the chemical media.
- If your primary focus is balancing performance with operational uptime: Consider factors like ease of installation alongside the core technical specifications to minimize costly downtime during maintenance cycles.
Ultimately, a successful outcome depends on a comprehensive analysis of the entire operational system, not just a single variable.
Summary Table:
| Selection Factor | Key Consideration | Recommended PTFE Type |
|---|---|---|
| Chemical Exposure | Check compatibility with specific chemicals & concentrations. | Standard PTFE or PTFE Graphite (for aggressive agents) |
| Temperature | Must withstand operating temperature & spikes. | All PTFE types, check grade limits |
| Pressure | Needs structural integrity to resist extrusion. | All PTFE types, check grade limits |
| Mechanical Stress | For dynamic applications with movement/vibration. | PTFE Braided or Chevron Packing |
| Abrasive Media | For slurries or fluids with particles. | PTFE Fiber Packing |
| Ease of Installation | To reduce maintenance downtime. | PTFE Gland Packing |
Don't Compromise on Seal Performance
Selecting the right PTFE packing is a complex balance of chemical resistance, temperature, pressure, and mechanical demands. KINTEK specializes in manufacturing high-precision PTFE components—including seals, liners, and custom labware—for the semiconductor, medical, laboratory, and industrial sectors.
We provide the expertise to help you navigate these trade-offs, offering custom fabrication from prototypes to high-volume orders. Ensure your application's reliability and longevity with a packing solution tailored to your exact operational environment.
Contact KINTEB today for a consultation and let our experts help you specify the perfect PTFE packing.
Visual Guide
Related Products
- High Purity PTFE Wet Cleaning Flower Basket Single Wafer Etching Rack Customizable 4 Inch Mask Plate Carrier
- Custom PTFE Laboratory Cleaning Basket Carrier High Purity Acid Base Resistant Wafer Holder Low Background Contamination Free Chemical Bath Rack
- High Purity Corrosion Resistant PTFE Raw Material Barrel 4L Screw Seal Low Background Feed Tank
- Custom Machined Molded PTFE Teflon Parts Manufacturer for Laboratory ITO FTO Conductive Glass Cleaning Flower Basket
- Custom PTFE Parts Manufacturer for Teflon Containers and Components
People Also Ask
- What factors contribute to the long-term mechanical integrity of PTFE flower baskets under thermal cycling? Expert Guide.
- What is the continuous service temperature range for PTFE laboratory cleaning baskets? Durable Lab Solutions Explained
- How does the structural design of a PTFE flower basket ensure uniform fluid access to substrates? Optimize Lab Yields
- What mechanical limitations should be considered when using PTFE flower baskets? Optimize Your Substrate Handling
- What is the working principle of a PTFE flower basket? Optimize Fluid Flow and Purity for Chemical Immersion



















