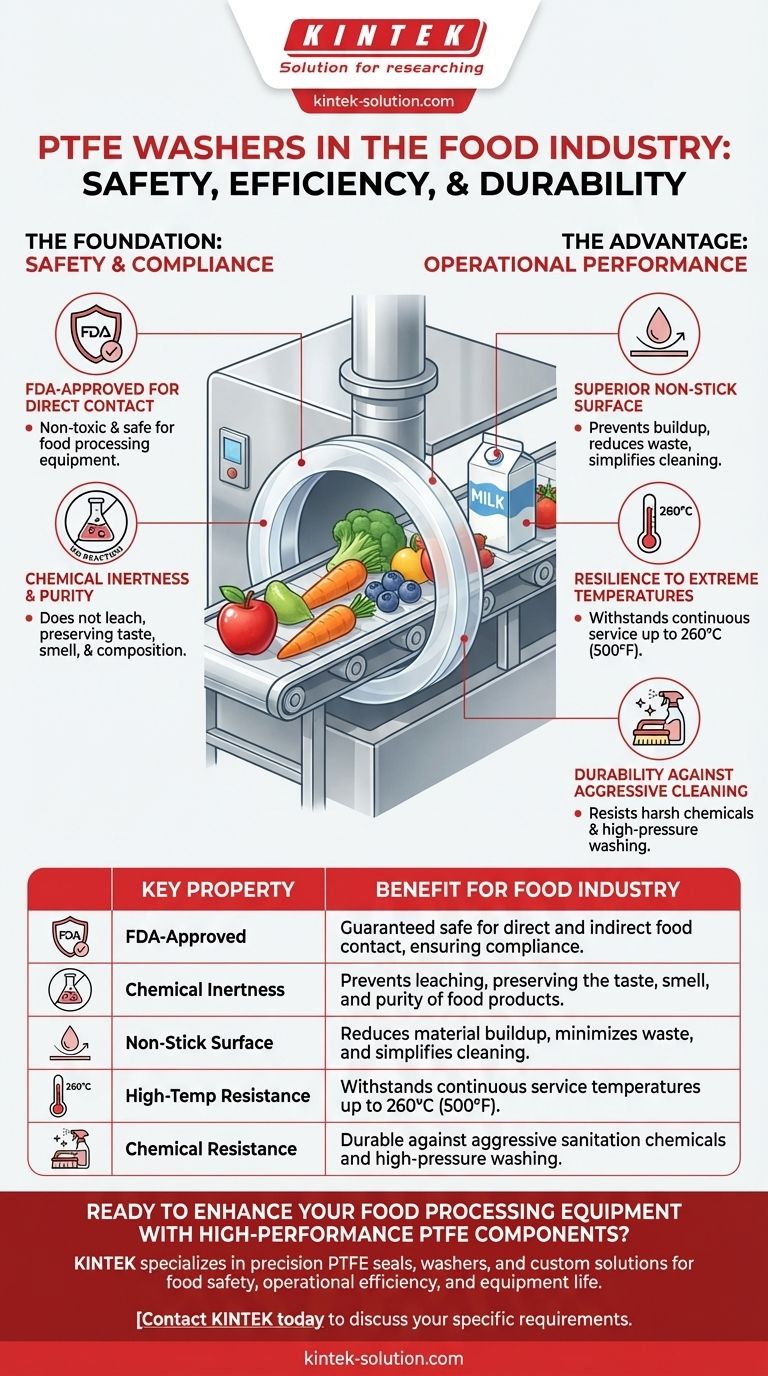
At its core, PTFE is uniquely suited for the food industry because it combines regulatory safety approval with a set of physical properties that prevent contamination and withstand the sector's demanding operational conditions. Key attributes include its FDA-approved food-grade status, chemical inertness, superior non-stick surface, and resilience to both high temperatures and aggressive cleaning agents.
The critical insight is that PTFE is not just a compliant material; it's an active contributor to food safety and operational efficiency. Its properties are uniquely aligned to solve the core challenges of hygiene, product purity, and equipment durability in food processing environments.

The Foundation: Safety and Compliance
In any food-related application, material safety is the non-negotiable starting point. PTFE provides a verified foundation of compliance and purity that makes it a trusted choice for direct and indirect food contact.
FDA-Approved for Direct Contact
PTFE is available in grades that are FDA-approved for food contact. This certification is the primary gatekeeper, ensuring the material is non-toxic and safe for use in equipment that processes consumables.
Chemical Inertness and Purity
PTFE is a fluoropolymer known for its exceptional chemical resistance. It does not react with or leach into food products, ensuring that the taste, smell, and composition of the food remain unaltered. This is why it's widely used for gaskets and seals in the dairy and beverage industries, where product purity is paramount.
The Advantage: Operational Performance
Beyond safety, PTFE offers distinct performance benefits that enhance the efficiency, hygiene, and durability of food processing machinery. These properties actively solve common operational problems.
Superior Non-Stick Surface
The most famous property of PTFE is its extremely low coefficient of friction, creating a non-stick surface. In food processing, this prevents food, grease, and other materials from sticking to components like washers, gaskets, and conveyor belts. This dramatically reduces material buildup, minimizes waste, and simplifies cleaning protocols.
Resilience to Extreme Temperatures
Food processing often involves extreme heat, from baking to sterilization. PTFE can reliably tolerate continuous service temperatures up to 260°C (500°F). This heat resistance ensures that components like washers and seals maintain their integrity and performance without degrading.
Durability Against Aggressive Cleaning
The food industry relies on aggressive cleaning and sanitation regimens to maintain hygiene. PTFE’s chemical resistance means it can easily withstand harsh cleaning chemicals and high-pressure washing without corroding or breaking down, ensuring a long service life for components.
Understanding Key Material Considerations
While PTFE is highly effective, it's essential to understand its characteristics to apply it correctly. Choosing the right material involves recognizing its strengths and limitations.
The Importance of "Food-Grade" Specification
It is critical to ensure you are sourcing certified "food-grade" PTFE. Standard industrial-grade PTFE may contain fillers or be processed in a way that does not meet FDA requirements. Always verify the material's certification for your specific application.
Mechanical Properties Under Load
PTFE is a relatively soft material. While this helps it create excellent seals, it can be susceptible to "creep" or deformation under sustained high pressure or load. For high-stress structural applications, filled versions of PTFE or alternative materials may be more appropriate.
Making the Right Choice for Your Application
Selecting PTFE is a strategic decision that aligns with specific operational goals. Your primary objective will determine which of its properties is most valuable.
- If your primary focus is regulatory compliance and product purity: PTFE's FDA-approved status and chemical inertness provide the highest assurance of food safety.
- If your primary focus is operational efficiency and hygiene: Its non-stick surface is the key benefit, preventing buildup, reducing waste, and making sanitation faster and more effective.
- If your primary focus is equipment durability in harsh environments: PTFE's resistance to high temperatures and aggressive cleaning chemicals ensures long component life and reliable performance.
By understanding these core properties, you can confidently specify PTFE as a material that enhances both food safety and processing performance.
Summary Table:
| Key Property | Benefit for Food Industry |
|---|---|
| FDA-Approved | Guaranteed safe for direct and indirect food contact, ensuring compliance. |
| Chemical Inertness | Prevents leaching, preserving the taste, smell, and purity of food products. |
| Non-Stick Surface | Reduces material buildup, minimizes waste, and simplifies cleaning. |
| High-Temp Resistance | Withstands continuous service temperatures up to 260°C (500°F). |
| Chemical Resistance | Durable against aggressive sanitation chemicals and high-pressure washing. |
Ready to enhance your food processing equipment with high-performance PTFE components?
KINTEK specializes in manufacturing precision PTFE seals, washers, liners, and custom labware for the semiconductor, medical, laboratory, and industrial sectors. Our expertise ensures that your components meet the stringent demands of the food industry, from prototypes to high-volume orders.
We prioritize precision production and custom fabrication to deliver parts that guarantee food safety, improve operational efficiency, and extend equipment life.
Contact KINTEK today to discuss your specific requirements and get a quote for reliable, food-grade PTFE solutions.
Visual Guide
Related Products
- High Purity PTFE Gas Washing Bottle with Sintered Filter Ball Corrosion Resistant Slender Laboratory Scrubber Customizable Height and Width
- Custom PTFE Gas Washing Bottle Corrosion Resistant Low Background Fluoropolymer Gas Absorption Vessel
- PTFE Circular Wafer Carrier 6 Inch Acid Alkali Resistant Semiconductor Cleaning Basket Customizable
- Custom PTFE Laboratory Cleaning Basket Carrier High Purity Acid Base Resistant Wafer Holder Low Background Contamination Free Chemical Bath Rack
- Custom PTFE Wafer Carrier Cleaning Basket Corrosion Resistant Non Leaching High Polymer Experiment Support
People Also Ask
- What is a key advantage of PTFE washers in terms of chemical resistance? Unmatched Protection Against Corrosives
- What is the primary material distinction between PTFE washers and rubber washers? Choose the Right Washer for Your Application
- What are the primary applications of PTFE Teflon washers in plumbing? Ensure Leak-Proof Seals in Harsh Environments
- What are PTFE washers and what are their key properties? Specialized Seals for Extreme Conditions
- What is the cost consideration for PTFE washers? Achieve Lower Total Cost of Ownership