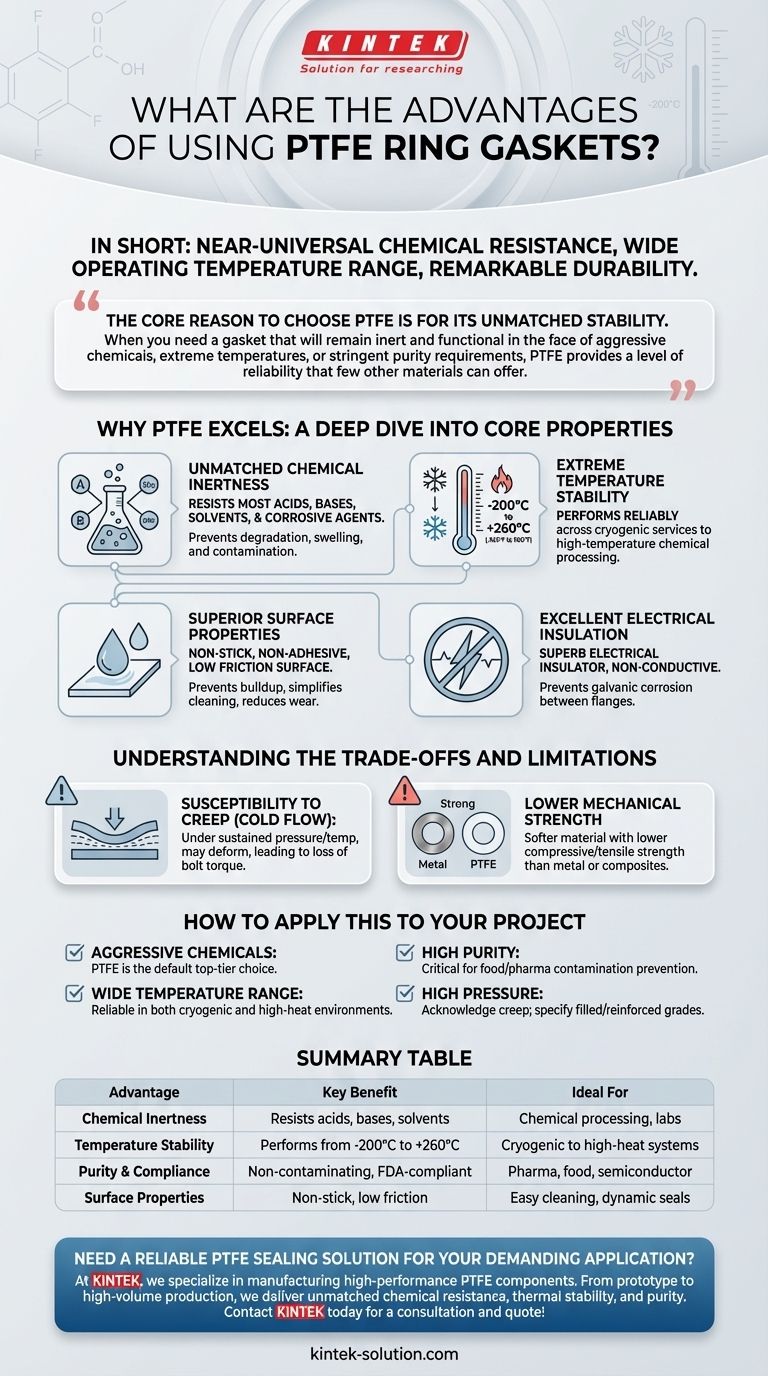
In short, the primary advantages of PTFE ring gaskets are their near-universal chemical resistance, an exceptionally wide operating temperature range, and remarkable durability. These properties make Polytetrafluoroethylene (PTFE) a premier sealing material for demanding industrial applications where lesser materials would quickly degrade and fail.
The core reason to choose PTFE is for its unmatched stability. When you need a gasket that will remain inert and functional in the face of aggressive chemicals, extreme temperatures, or stringent purity requirements, PTFE provides a level of reliability that few other materials can offer.

Why PTFE Excels: A Deep Dive into Core Properties
To understand if PTFE is the right choice, you must look beyond a simple list of benefits and understand how its fundamental properties translate into performance.
Unmatched Chemical Inertness
PTFE is famously resistant to a vast spectrum of chemicals, including most acids, bases, solvents, and corrosive agents.
This inertness means the gasket will not degrade or swell when exposed to aggressive media. This preserves the integrity of the seal and prevents contamination of the process fluid.
Extreme Temperature Stability
PTFE gaskets perform reliably across a massive temperature window, typically from -200°C to +260°C (-328°F to 500°F).
This makes it one of the few materials suitable for applications ranging from cryogenic services to high-temperature chemical processing, offering a versatile solution for plants with diverse operational requirements.
Superior Surface Properties
PTFE has an extremely low coefficient of friction, giving it a non-stick, non-adhesive surface.
This prevents process media from sticking to the gasket, simplifying cleaning and preventing material buildup. In dynamic or rotating applications, its low friction also reduces wear and tear on the components.
Purity and Compliance
Gaskets made from virgin PTFE are inherently pure and free from contaminants.
This non-contaminating characteristic makes them an ideal choice for sensitive industries like food and beverage, pharmaceuticals, and electronics, where preventing process contamination is non-negotiable. Many grades are available that are FDA-compliant.
Excellent Electrical Insulation
PTFE is a superb electrical insulator and is non-conductive.
This property is critical in applications where the gasket must prevent the flow of electrical current between two flange faces, helping to mitigate issues like galvanic corrosion.
Understanding the Trade-offs and Limitations
A trusted advisor must be clear about a material's limitations. While PTFE is exceptional, it is not universally perfect. Understanding its trade-offs is crucial for successful implementation.
Susceptibility to Creep (Cold Flow)
The most significant limitation of pure PTFE is its tendency to "creep" or "cold flow."
Under sustained pressure and temperature, the material can slowly deform, which can lead to a loss of bolt torque and a potential leak path over time. This is especially relevant in high-pressure applications or those with significant thermal cycling.
Lower Mechanical Strength
Compared to metallic gaskets or reinforced composite materials, PTFE is a relatively soft material with lower compressive and tensile strength.
This makes pure PTFE less suitable for extremely high-pressure systems where a more rigid material is required to resist crushing and extrusion. For these applications, filled or reinforced PTFE is often the necessary solution.
How to Apply This to Your Project
Your choice of gasket material should always be driven by the specific demands of your application.
- If your primary focus is aggressive chemical processing: PTFE's near-universal chemical resistance makes it the default, top-tier choice for ensuring seal longevity.
- If your application involves a wide temperature range: The exceptional thermal stability of PTFE provides a reliable seal in both cryogenic and high-heat environments.
- If you require high purity for food or pharmaceuticals: Virgin PTFE is a critical component for preventing process contamination and meeting regulatory standards.
- If you are designing for high-pressure service: Acknowledge the creep potential of pure PTFE and specify a filled or reinforced grade to ensure a stable, long-term seal.
By understanding both its powerful advantages and its specific mechanical limitations, you can confidently deploy PTFE to achieve a reliable, long-lasting seal in your most demanding applications.
Summary Table:
| Advantage | Key Benefit | Ideal For |
|---|---|---|
| Chemical Inertness | Resists acids, bases, solvents | Chemical processing, labs |
| Temperature Stability | Performs from -200°C to +260°C | Cryogenic to high-heat systems |
| Purity & Compliance | Non-contaminating, FDA-compliant | Pharma, food, semiconductor |
| Surface Properties | Non-stick, low friction | Easy cleaning, dynamic seals |
Need a reliable PTFE sealing solution for your demanding application?
At KINTEK, we specialize in manufacturing high-performance PTFE components, including precision ring gaskets, seals, and custom fabrications. Whether you're in the semiconductor, medical, pharmaceutical, or industrial sector, our expertise ensures you get a seal that delivers unmatched chemical resistance, thermal stability, and purity.
We provide solutions from prototype to high-volume production, prioritizing precision and reliability. Let our team help you select or custom-design the perfect PTFE gasket for your specific needs.
Contact KINTEK today for a consultation and quote!
Visual Guide
Related Products
- Customizable High Temperature Resistant Anti Static PTFE Insulating Gaskets Flame Retardant Corrosion Proof Industrial Seals
- Custom PTFE Insulating Gaskets and Corrosion Resistant Fluoropolymer Seals for Industrial Electrical Applications
- Custom PTFE Insulating Gaskets Corrosion Resistant Teflon Seals Tailored Engineering Plastic Components
- High Purity PFA PTFE Raschig Rings for Chemical Distillation Tower Packing in Acidic and Alkaline Environments
- Custom PTFE Acid Resistant Support Rack Multi Hole PFA Hydrogen Absorption System Bracket
People Also Ask
- What makes PTFE gaskets resistant to heat and chemicals? The Molecular Secret to Unmatched Performance
- What are the limitations of PTFE gaskets in high-pressure applications? Overcoming Cold Flow & Creep Issues
- How is PTFE utilized in seals and gaskets? Leverage Its Chemical & Temperature Resistance
- What industries benefit from PTFE gaskets due to their FDA compliance? Ensure Product Purity and Safety
- What are the best applications for standard PTFE gaskets? Ideal for Chemical & High-Temp Sealing



















