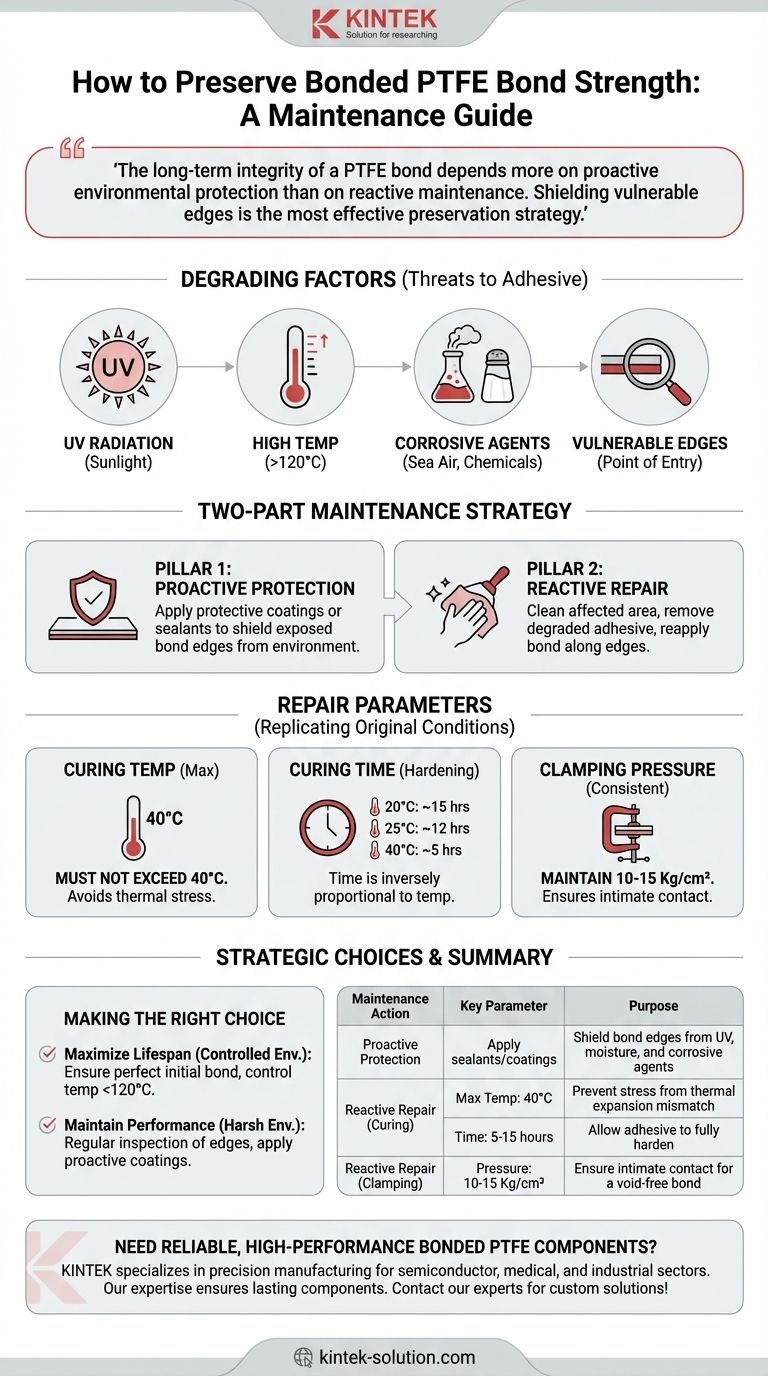
To maintain bonded PTFE, you must protect it from adverse environmental factors and perform targeted edge repairs when necessary. The primary threats to bond strength are excessive heat (above 120°C), UV radiation from sunlight, and corrosive elements like sea air or chemical fumes.
The long-term integrity of a PTFE bond depends more on proactive environmental protection than on reactive maintenance. Because degradation typically starts at the exposed edges, shielding these vulnerable areas is the most effective preservation strategy.

Key Factors That Degrade PTFE Bonds
Understanding what weakens the bond is the first step toward effective maintenance. The adhesive layer, not the PTFE itself, is typically the point of failure.
Environmental Exposure
Continuous exposure to the elements is the primary enemy of a strong PTFE bond. Sunlight (UV radiation) can break down the chemical structure of many adhesives over time.
High Temperatures
Temperatures exceeding 120°C can compromise the bond's integrity. This is a critical operational limit to respect for any bonded PTFE assembly.
Corrosive Agents
Chemicals in the air can initiate a corrosive attack on the adhesive. Common culprits include sea air (salt spray) and industrial chemical fumes, which can slowly eat away at the bond.
The Vulnerability of Bond Edges
Degradation almost always begins at the exposed edges of the bond line. This is where environmental factors have the easiest point of entry to attack the adhesive and begin the process of delamination.
A Two-Part Maintenance Strategy
Effective maintenance involves both preventing damage before it starts and correctly repairing it when it occurs.
Pillar 1: Proactive Protection
The most effective maintenance is preventative. Applying protective coatings or sealants over the exposed bond line can create a barrier against moisture, UV light, and corrosive agents.
This simple step shields the vulnerable edges of the bond from the environment, drastically extending its service life.
Pillar 2: Reactive Repair
If you notice the bond beginning to weaken at the edges, a targeted repair is necessary.
The process involves carefully cleaning the affected area to remove any contamination or degraded adhesive. Afterward, the bond must be reapplied along the cleaned edges, following strict procedural guidelines.
Understanding Repair Parameters
Repairing a bond is not a simple matter of applying more glue. To achieve a strong, lasting fix, you must replicate the conditions of the original bonding process.
Curing Temperature
The curing temperature for the adhesive must not exceed 40°C. This is because PTFE and the substrate it's bonded to have different coefficients of thermal expansion, and higher temperatures can induce stress that weakens the new bond as it sets.
Curing Time
Hardening time is inversely proportional to temperature. A repair will take approximately 15 hours to cure at 20°C, 12 hours at 25°C, or 5 hours at 40°C.
Clamping Pressure
During the entire curing (hardening) period, a consistent clamping pressure of 10-15 Kg/cm² must be maintained. This ensures intimate contact between the surfaces and a strong, void-free bond line.
Making the Right Choice for Your Goal
Your maintenance strategy should align with the component's operating environment.
- If your primary focus is maximizing lifespan in a controlled environment: Ensure the initial bond is perfect and strictly control operating temperatures below the 120°C limit.
- If your primary focus is maintaining performance in a harsh environment: Implement a regular inspection schedule focused on bond edges and proactively use protective coatings to seal them from corrosive elements.
Ultimately, preserving the strength of bonded PTFE is a matter of respecting its environmental limits and protecting its most vulnerable points.
Summary Table:
| Maintenance Action | Key Parameter | Purpose |
|---|---|---|
| Proactive Protection | Apply sealants/coatings | Shield bond edges from UV, moisture, and corrosive agents |
| Reactive Repair (Curing) | Max Temp: 40°C | Prevent stress from thermal expansion mismatch |
| Reactive Repair (Curing) | Time: 5-15 hours (20-40°C) | Allow adhesive to fully harden |
| Reactive Repair (Clamping) | Pressure: 10-15 Kg/cm² | Ensure intimate contact for a void-free bond |
Need reliable, high-performance bonded PTFE components? KINTEK specializes in the precision manufacturing of PTFE seals, liners, and custom labware for the semiconductor, medical, and industrial sectors. Our expertise ensures your components are built to last, even in demanding environments. Contact our experts today to discuss your specific application and receive a custom solution—from prototype to high-volume production.
Visual Guide
Related Products
- Custom PTFE Sealing Tapes for Industrial and High Tech Applications
- PTFE Corrosion Resistant Filter with PFA Valve Connections and Integrated Sieve Plate
- PTFE Anti Scald Heat Insulation Sleeve Hot Plate Support Feet Laboratory Benchtop Protection Customizable Thermal Barrier
- Custom PTFE Insulating Gaskets and Corrosion Resistant Fluoropolymer Seals for Industrial Electrical Applications
- Custom PTFE Reaction Lid with Integrated Valve and Fitting Corrosion Resistant No Leaching PFA FEP Bottle Cap System
People Also Ask
- What chemically aggressive media are encountered in the oil and gas industry, and how do PTFE seals handle them?
- Why is PTFE's temperature stability important for sealing applications? Ensure Leak-Proof Performance from -200°C to 260°C
- What are the drawbacks of using PTFE for sealing needs? The Critical Trade-offs in Chemical vs. Mechanical Performance
- What makes PTFE reliable for sealing applications? Unmatched Chemical & Thermal Stability
- How are custom PTFE parts used in the automotive sector? Enhance Vehicle Performance & Durability



















