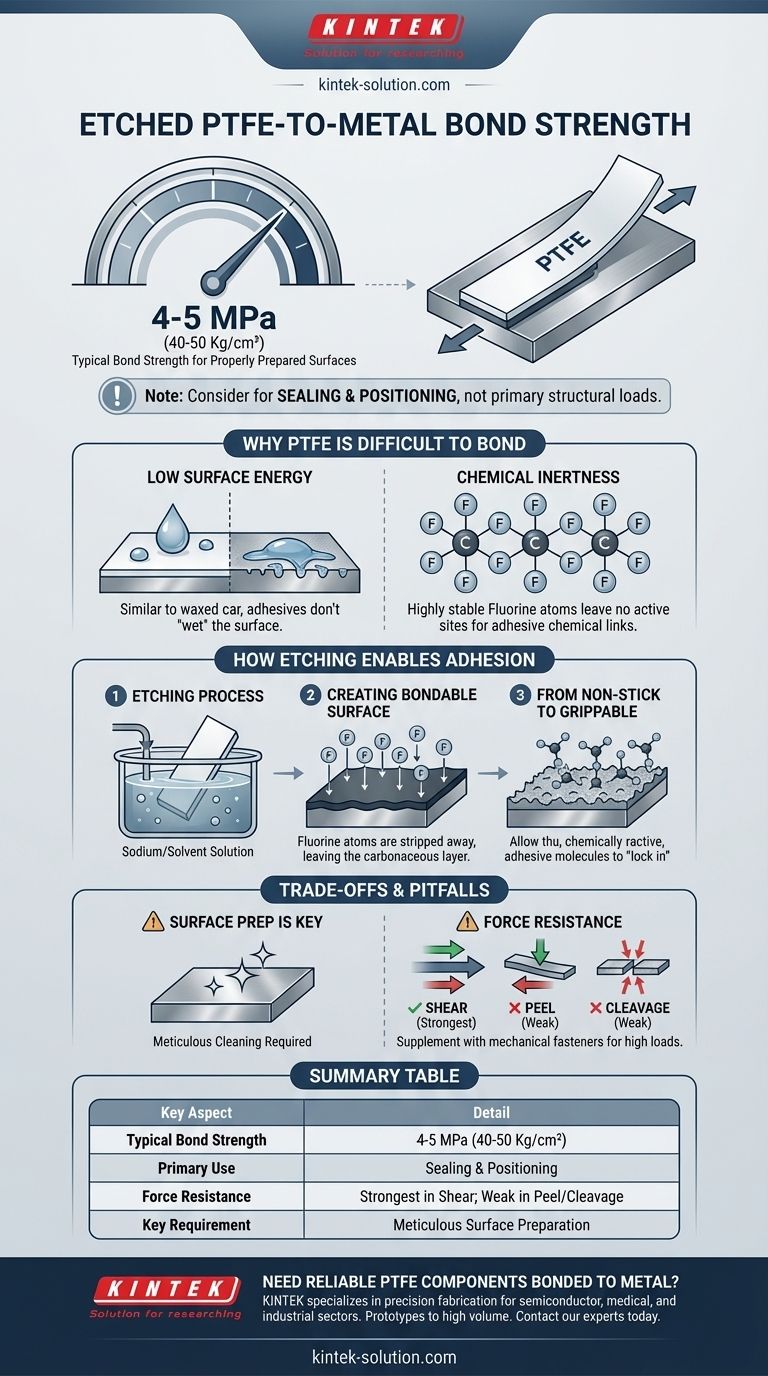
For a properly prepared surface, the typical bond strength of etched Polytetrafluoroethylene (PTFE) to metal is 4-5 Megapascals (MPa), which is equivalent to 40-50 Kg/cm². While this chemical treatment makes bonding possible, the resulting strength is modest and requires careful engineering consideration, especially in applications involving significant mechanical stress.
While etching transforms PTFE from a non-stick material to a bondable one, the resulting adhesive bond should be seen as a positioning or sealing mechanism rather than a primary structural component for high-load applications.

Why PTFE is Inherently Difficult to Bond
Understanding why PTFE resists adhesion is crucial to appreciating the role of etching and the limitations of the final bond. Two core properties are responsible for its famous non-stick nature.
The Role of Surface Energy
PTFE has one of the lowest surface energies of any solid. Think of how water beads up on a freshly waxed car; it doesn't "wet" the surface. Adhesives behave similarly on raw PTFE, unable to spread out and make the intimate contact required for a strong bond.
Chemical Inertness
The molecular structure of PTFE consists of a carbon backbone completely sheathed in highly stable fluorine atoms. This makes the material exceptionally non-reactive and resistant to chemicals, but it also means there are no "active" sites for an adhesive to form a chemical link.
How Etching Enables Adhesion
Etching is a chemical process designed to fundamentally alter the surface of PTFE, overcoming its natural resistance to bonding.
The Etching Process Explained
The most common method involves exposing the PTFE to a solution of sodium in a solvent like naphthalene. This aggressive chemical agent physically strips fluorine atoms from the PTFE polymer chains on the surface.
Creating a Bondable Surface
This defluorination process leaves behind a carbonaceous, dark-brown layer. This new surface is chemically reactive and has a much higher surface energy, making it receptive to adhesives.
From Non-Stick to Grippable
Think of etching as chemically "sanding" a perfectly smooth, glossy surface before painting. It creates a microscopic texture and a chemically active foundation that allows the adhesive (the "paint") to securely lock in place.
Understanding the Trade-offs and Pitfalls
Achieving the 4-5 MPa benchmark is not automatic. The process is sensitive, and the resulting bond has specific limitations that must be respected in any design.
Proper Preparation is Non-Negotiable
The quoted bond strength assumes ideal conditions. Both the etched PTFE and the metal substrate must be meticulously cleaned and free of any contaminants like oils, dust, or moisture before the adhesive is applied.
The Bond is Strongest in Shear
An adhesive bond on PTFE performs best when the forces are in shear (parallel to the bond line). It is significantly weaker against peel or cleavage forces, which concentrate stress on the leading edge of the bond and can cause it to unzip.
Over-reliance on Adhesion Alone
As the reference material indicates, this bond strength is often insufficient for high-load applications. It is a common and prudent engineering practice to supplement the adhesive bond with mechanical support, such as clamps, bolts, or an interlocking physical design.
Making the Right Choice for Your Goal
Use the nature of the mechanical stress in your application as the primary guide for how to implement a PTFE-to-metal bond.
- If your primary focus is sealing or static positioning: An adhesive-only bond on properly etched and prepared PTFE is often a viable and effective solution.
- If your application involves significant vibration, shear, or peel forces: You must supplement the adhesive bond with mechanical fasteners to ensure long-term reliability.
- If you require a true structural bond: PTFE is likely the wrong material for the application, and you should consider alternatives like PEEK or other high-performance polymers.
By treating the adhesive as a complement to a mechanical design rather than a replacement for it, you can successfully leverage PTFE's unique properties without falling victim to its inherent bonding limitations.
Summary Table:
| Key Aspect | Detail |
|---|---|
| Typical Bond Strength | 4-5 MPa (40-50 Kg/cm²) |
| Primary Use | Sealing & Positioning (not high-load structural) |
| Force Resistance | Strongest in shear; weak against peel/cleavage |
| Key Requirement | Meticulous surface preparation is critical |
Need reliable PTFE components bonded to metal? KINTEK specializes in the precision fabrication of PTFE seals, liners, and labware for the semiconductor, medical, and industrial sectors. Our expertise ensures your components are designed and manufactured for optimal performance, whether you need prototypes or high-volume orders. Contact our experts today to discuss your project requirements.
Visual Guide
Related Products
- High Purity PTFE Wet Cleaning Flower Basket Single Wafer Etching Rack Customizable 4 Inch Mask Plate Carrier
- Custom Graphite Filled PTFE Rods for Advanced Industrial Applications
- Custom Machined PTFE Conical Sample Cell Corrosion Resistant Triangular Fluoropolymer Container for Trace Analysis
- Custom PTFE Square Trays for Industrial and Laboratory Use
- Customizable PTFE Heat Insulation Plate High Temperature Corrosion Resistant Laboratory Support Layered Multi Tier Stand
People Also Ask
- What is the continuous service temperature range for PTFE laboratory cleaning baskets? Durable Lab Solutions Explained
- What mechanical limitations should be considered when using PTFE flower baskets? Optimize Your Substrate Handling
- How do PTFE flower baskets compare to quartz or stainless-steel carriers? Maximize ROI with Low TCO Solutions
- How does the structural design of a PTFE flower basket ensure uniform fluid access to substrates? Optimize Lab Yields
- How does a PTFE flower basket contribute to efficient rinsing and drying of substrates? Boost Lab Process Efficiency



















