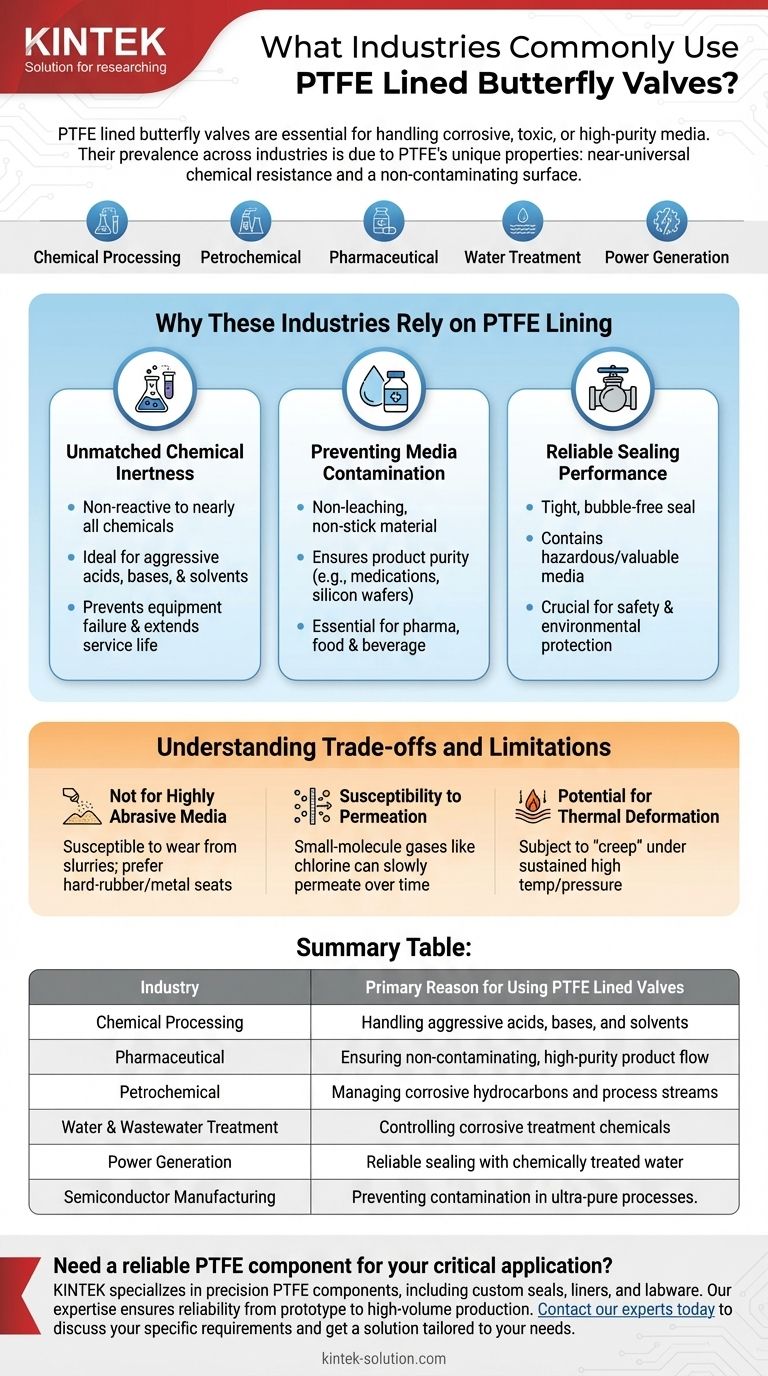
PTFE lined butterfly valves are a cornerstone in any industry that handles corrosive, toxic, or high-purity media. They are most commonly used in chemical processing, petrochemical, pharmaceutical, water treatment, and power generation sectors. Their prevalence is due to the unique properties of Polytetrafluoroethylene (PTFE), which offers near-universal chemical resistance and a non-contaminating surface.
The decision to use a PTFE lined butterfly valve is less about the industry itself and more about the specific fluid or gas being managed. These valves are chosen when the primary requirements are preventing chemical attack on the valve components and guaranteeing the absolute purity of the media passing through it.

Why These Industries Rely on PTFE Lining
The selection of a PTFE lined valve is driven by a few critical performance characteristics that are indispensable in demanding operational environments.
Unmatched Chemical Inertness
PTFE is famous for being non-reactive to nearly all chemicals, including aggressive acids, bases, and solvents. This makes it the ideal choice for chemical and petrochemical plants where corrosive substances would quickly degrade standard metal or rubber-lined valves.
This inertness prevents equipment failure, ensures operational safety, and extends the service life of the valve significantly.
Preventing Media Contamination
In industries like pharmaceuticals, food and beverage, and semiconductor manufacturing, product purity is non-negotiable. PTFE is a non-leaching, non-stick material, meaning it will not shed particles or contaminate the process fluid.
This ensures that the final product, whether it's a medication or a silicon wafer, remains free of impurities introduced by the processing equipment.
Reliable Sealing Performance
PTFE lined butterfly valves provide a tight, bubble-free seal. This is crucial for containing hazardous or valuable media, preventing leaks that could cause safety incidents, environmental damage, or financial loss.
This reliable sealing is essential in applications from power generation, where chemically treated water must be controlled, to environmental protection systems managing industrial effluent.
Wide Temperature Tolerance
While not suitable for extreme high-temperature services like steam, PTFE maintains its integrity and performance across a broad and useful temperature range. This versatility allows it to be specified for both ambient and moderately heated processes without concern for material degradation.
Understanding the Trade-offs and Limitations
While highly effective, PTFE lined valves are not a universal solution. Understanding their limitations is key to proper application and avoiding premature failure.
Not for Highly Abrasive Media
PTFE is a relatively soft material. While excellent for corrosive liquids and gases, it can be susceptible to wear from slurries containing hard, abrasive particles. In applications found in mining or foundries, a hard-rubber or metal-seated valve is often a more durable choice.
Susceptibility to Permeation
Certain small-molecule gases, like chlorine or hydrogen, can slowly permeate through the PTFE liner over time, especially at higher temperatures. In these critical services, careful engineering review is required to ensure long-term integrity.
Potential for Thermal Deformation
Under sustained high temperatures and pressure, PTFE can be subject to "creep" or deformation. This can eventually compromise the valve's sealing capability. For this reason, pressure and temperature ratings provided by the manufacturer must be strictly observed.
Making the Right Choice for Your Goal
Selecting the correct valve requires a clear understanding of your primary operational goal.
- If your primary focus is handling highly corrosive or toxic media: The superior chemical inertness of a PTFE liner provides the safest and most reliable long-term solution.
- If your primary focus is maintaining absolute product purity: A PTFE lined valve is the industry standard for preventing contamination in pharmaceutical, food, and semiconductor applications.
- If your primary focus is managing abrasive slurries or high-pressure steam: You should explore alternatives like metal-seated or specialized rubber-lined valves designed for those specific challenges.
Ultimately, specifying a PTFE lined butterfly valve is a decision driven by the fundamental need for chemical compatibility and purity in your process.
Summary Table:
| Industry | Primary Reason for Using PTFE Lined Valves |
|---|---|
| Chemical Processing | Handling aggressive acids, bases, and solvents |
| Pharmaceutical | Ensuring non-contaminating, high-purity product flow |
| Petrochemical | Managing corrosive hydrocarbons and process streams |
| Water & Wastewater Treatment | Controlling corrosive treatment chemicals |
| Power Generation | Reliable sealing with chemically treated water |
| Semiconductor Manufacturing | Preventing contamination in ultra-pure processes |
Need a reliable PTFE component for your critical application?
At KINTEK, we specialize in the precision manufacturing of high-performance PTFE components, including custom seals, liners, and labware. Whether you're in the semiconductor, medical, laboratory, or industrial sector, our expertise ensures your equipment handles corrosive or high-purity media with absolute reliability—from prototype to high-volume production.
Contact our experts today to discuss your specific requirements and get a solution tailored to your needs.
Visual Guide
Related Products
- High Corrosion Resistant PTFE Faucet Polytetrafluoroethylene Valve for Chemical Storage Drums and Fluid Transfer Systems Customizable Industrial Grade
- High Purity PFA PTFE Flare Stop Valves Customizable 2-Way 3-Way Reducing Fluoropolymer Fluid Control Solutions
- High Purity PTFE Faucet Corrosion Resistant Polytetrafluoroethylene Drum Valve Customizable Lab Chemical Fluid Control
- Corrosion Resistant PTFE Polytetrafluoroethylene Valve and Customizable Laboratory Fluid Dispensing Faucet for Aggressive Chemical Handling in Industrial Storage Tanks and Plastic Drums
- Custom PTFE Valve 2-Way 3-Way Corrosion Resistant Low Background Virgin Fluoropolymer Industrial Fluid Control
People Also Ask
- What technical principles govern the sealing performance of PTFE-based valve components? Achieve Near-Zero Leakage
- What are the benefits of using PTFE valves in the food processing industry? Ensure Safety, Purity, and Efficiency
- What factors influence the design variations of PTFE valves? Select the Perfect Valve for Your Application
- What is the typical operating temperature and pressure range for PTFE valves? Key Specs for Optimal Performance
- What support is available for selecting the right PTFE valve design and size? Get Expert Guidance for Your Application



















