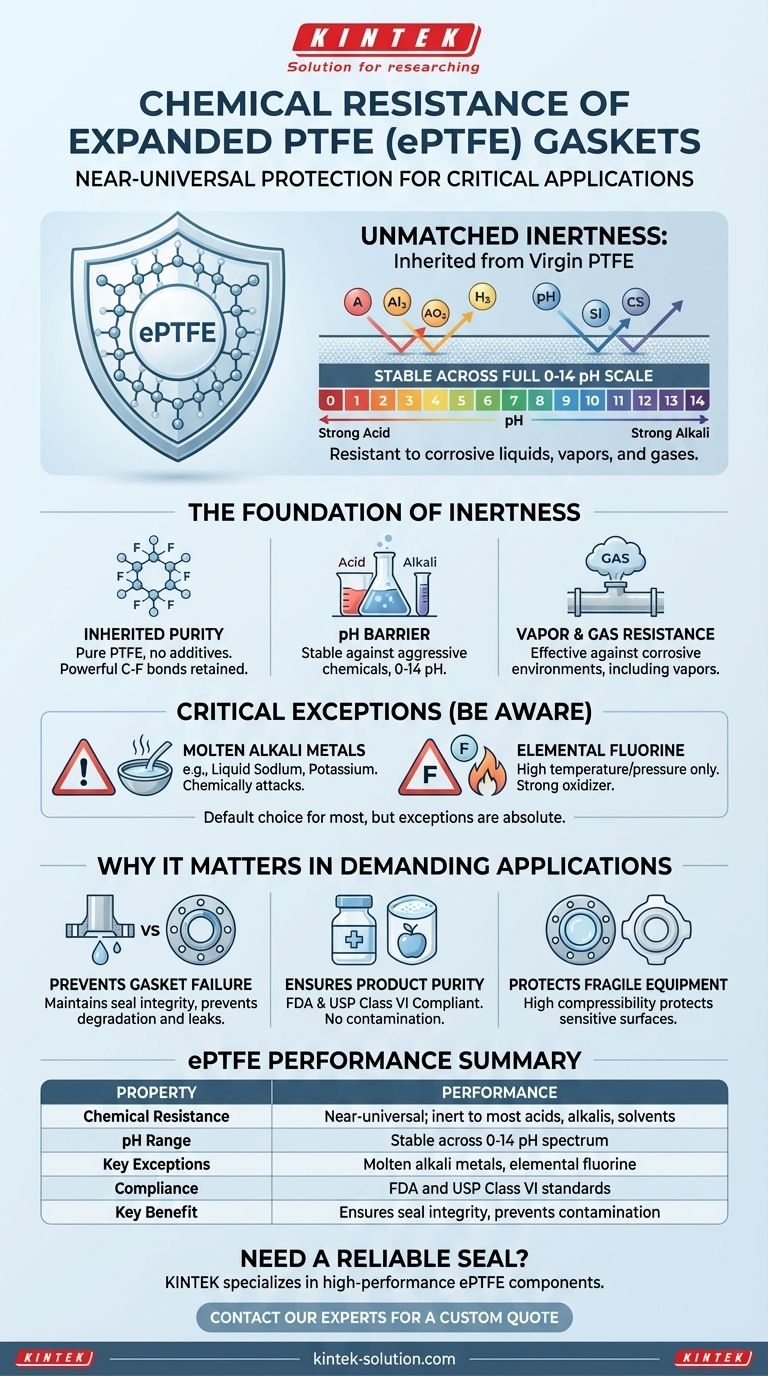
In short, expanded PTFE (ePTFE) gaskets offer near-universal chemical resistance. Because ePTFE is a physically altered form of pure Polytetrafluoroethylene (PTFE) with no additives, it inherits the exceptional chemical inertness of virgin PTFE. It is unaffected by the vast majority of corrosive liquids, vapors, and gases across the entire 0-14 pH scale.
The core principle to understand is that expanded PTFE is chemically inert to virtually all industrial chemicals. The only common exceptions are highly reactive substances like molten alkali metals and elemental fluorine, making it a default choice for the most demanding chemical sealing applications.

The Foundation of ePTFE's Chemical Inertness
The remarkable resistance of expanded PTFE is not a feature that is added; it is an intrinsic property of the base polymer. Understanding this foundation is key to trusting its performance in critical applications.
Inherited Purity from Virgin PTFE
Expanded PTFE is created by physically stretching pure PTFE, which creates a microporous, fibrous structure. No chemical reactions occur, and no binders or additives are introduced.
This means the final gasket material retains the same powerful carbon-fluorine bonds that make virgin PTFE one of the most non-reactive substances known.
A Barrier Across the Full pH Spectrum
The chemical stability of ePTFE is comprehensive. It remains completely stable when exposed to the most aggressive acids, alkalis (caustics), and solvents.
This allows it to reliably seal media anywhere on the pH scale, from 0 to 14, without degrading, swelling, or leaching.
Stability in Corrosive Vapors and Gases
The inertness of ePTFE is not limited to liquid contact. The material is equally resistant to chemical attack from corrosive vapors and gases, which is a critical factor in many chemical processing, refining, and manufacturing environments.
Understanding the Critical Exceptions
While its resistance is nearly universal, no material is infallible. Being aware of the specific, well-defined limitations of ePTFE is crucial for safe and effective material selection. Its failure points are few, but absolute.
Molten Alkali Metals
Expanded PTFE will be attacked by molten alkali metals. This category includes elements like liquid sodium and potassium.
These substances are reactive enough to disrupt the strong fluorine-carbon bonds that give PTFE its stability. However, these are highly specialized conditions and not present in most industrial processes.
Elemental Fluorine
The other key exception is elemental fluorine, particularly at high temperatures and pressures. It is important to distinguish this from fluoride compounds (like hydrofluoric acid), to which ePTFE is completely resistant.
Elemental fluorine is one of the most powerful oxidizing agents known and is one of the few chemicals that can chemically attack the fully fluorinated polymer.
Why This Matters in Demanding Applications
The chemical resistance of a gasket is not an abstract property; it has direct consequences for safety, reliability, and product quality.
Preventing Gasket Degradation and Failure
The primary role of a gasket is to maintain a seal. A gasket that is chemically attacked will soften, swell, or dissolve, leading to a loss of sealing stress and, ultimately, a catastrophic leak. The inertness of ePTFE ensures a stable and long-lasting seal.
Ensuring Product Purity
In industries like pharmaceuticals, food and beverage, and semiconductors, process purity is paramount. Expanded PTFE gaskets meet stringent FDA and USP Class VI standards because they do not react with or contaminate the process media.
Protecting Fragile Equipment
Many applications involving aggressive chemicals also use fragile flange materials like glass-lined steel or ceramics. Expanded PTFE's combination of extreme chemical resistance and high compressibility allows it to create a tight seal on these surfaces without causing damage.
Making the Right Choice for Your Application
Selecting the correct gasket material requires matching its properties to the specific demands of the service.
- If your primary focus is handling aggressive acids, caustics, or solvents: Expanded PTFE is an ideal choice, providing a reliable seal across the entire 0-14 pH range.
- If your process involves molten alkali metals or elemental fluorine: You must specify an alternative material, as ePTFE will be chemically attacked and fail in these services.
- If process purity and FDA compliance are your main concerns: Expanded PTFE is a proven, safe material that will not contaminate the process media.
- If you are sealing a fragile or imperfect flange in a corrosive environment: The excellent compressibility and chemical inertness of ePTFE make it one of the best available options.
By understanding both its unmatched capabilities and its precise limitations, you can confidently specify expanded PTFE for nearly any chemical sealing challenge.
Summary Table:
| Property | Expanded PTFE (ePTFE) Performance |
|---|---|
| Chemical Resistance | Near-universal; inert to most acids, alkalis, solvents |
| pH Range | Stable across the entire 0-14 pH spectrum |
| Key Exceptions | Molten alkali metals, elemental fluorine |
| Compliance | Meets FDA and USP Class VI standards for purity |
| Key Benefit | Ensures seal integrity and prevents product contamination |
Need a reliable seal for aggressive chemicals?
KINTEK specializes in manufacturing high-performance expanded PTFE components, including gaskets, seals, and custom labware. Our precision production and custom fabrication services—from prototypes to high-volume orders—ensure you get a chemically inert sealing solution that protects your equipment and guarantees process purity.
Contact our experts today to discuss your specific chemical sealing challenge and receive a custom solution quote.
Visual Guide
Related Products
- Customizable High Temperature Resistant Anti Static PTFE Insulating Gaskets Flame Retardant Corrosion Proof Industrial Seals
- Custom PTFE Insulating Gaskets Corrosion Resistant Teflon Seals Tailored Engineering Plastic Components
- Custom PTFE Insulating Gaskets and Corrosion Resistant Fluoropolymer Seals for Industrial Electrical Applications
- Custom PTFE Thermal Insulation Sleeves Laboratory Vessel Condensation Jackets Virgin Fluoropolymer Machined Components
- Custom Graphite Filled PTFE Rods for Advanced Industrial Applications
People Also Ask
- What are some specific applications of PTFE gaskets? Sealing Solutions for Harsh Chemical & Thermal Environments
- What are the limitations of PTFE gaskets in high-pressure applications? Overcoming Cold Flow & Creep Issues
- What is PTFE commonly known as and why is it used for gaskets? | Superior Sealing Solutions
- What makes PTFE gaskets resistant to heat and chemicals? The Molecular Secret to Unmatched Performance
- What are the best applications for standard PTFE gaskets? Ideal for Chemical & High-Temp Sealing



















