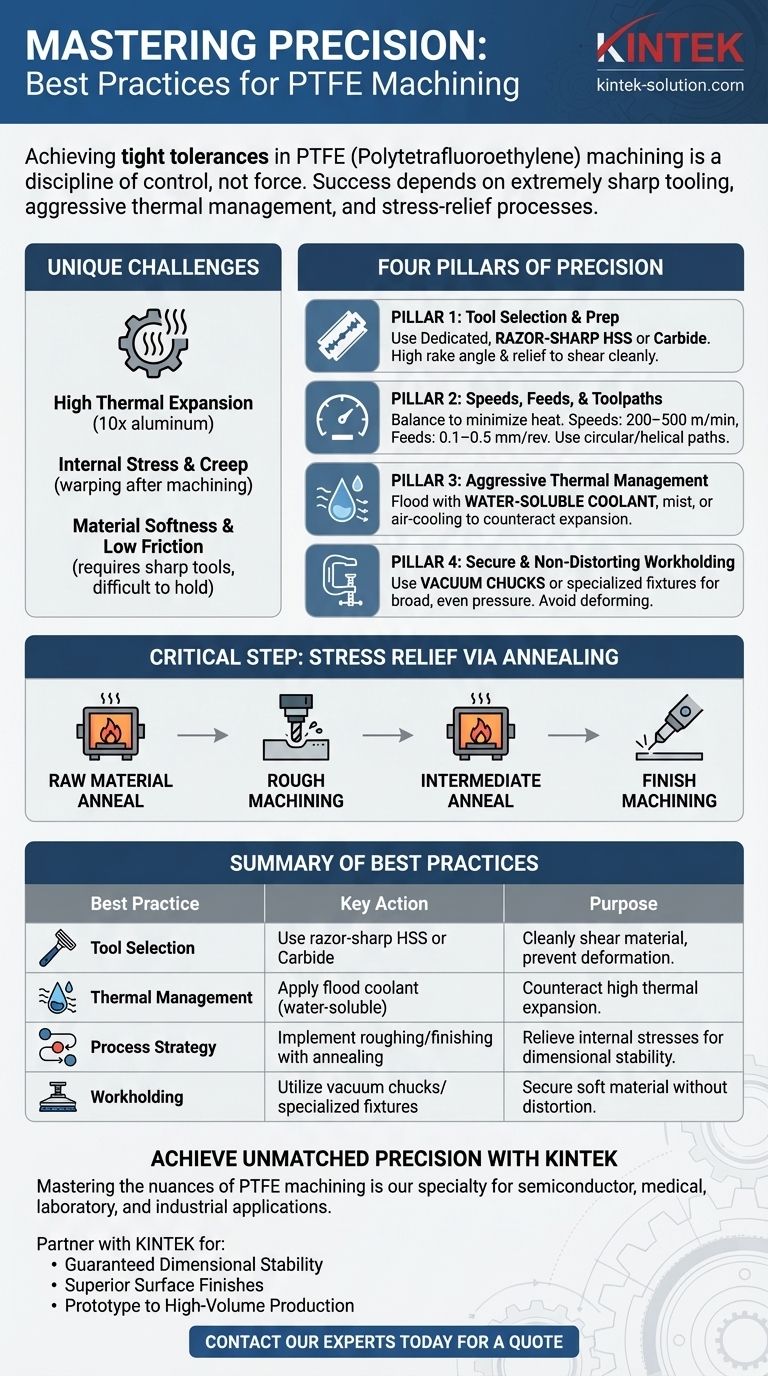
Achieving tight tolerances in Polytetrafluoroethylene (PTFE) machining is a discipline of control, not force. Success depends on a combination of extremely sharp tooling, aggressive thermal management to counteract the material's high expansion rate, and stress-relief processes like annealing to ensure dimensional stability. The key is to manage the material's inherent instability at every stage of the process.
The core challenge of machining PTFE isn't its hardness, but its softness and instability. Every best practice is designed to overcome its high thermal expansion, internal stresses, and tendency to deform under cutting pressure.

Understanding PTFE's Unique Machining Challenges
Before applying techniques, you must understand the properties that make PTFE (often known by the brand name Teflon) notoriously difficult to machine with precision.
High Thermal Expansion
PTFE has a coefficient of thermal expansion roughly ten times that of aluminum. This means even a small amount of heat generated during cutting causes the material to expand significantly.
A part machined to perfect specifications while warm will shrink and fall out of tolerance as it cools to ambient temperature.
Internal Stress and Creep
The process used to create PTFE stock shapes (like rods or sheets) leaves behind internal stresses. As you machine material away, you release these stresses unevenly.
This release can cause the material to warp, bow, or distort, often hours or even days after the machining is complete. This phenomenon is known as stress creep.
Material Softness and Low Friction
PTFE is a soft material that requires exceptionally sharp tools to achieve a clean shearing action. A dull tool will not cut, but rather push or plow the material, leading to a poor surface finish and dimensional inaccuracies.
Its low coefficient of friction (slipperiness) also makes it difficult to hold securely without deforming it.
The Pillars of Precision PTFE Machining
To counteract these challenges, your machining process must be built on four distinct pillars.
Pillar 1: Tool Selection and Preparation
The single most important factor is the sharpness of your cutting tool. A sharp edge cleanly shears the material instead of deforming it.
Use dedicated tools made from High-Speed Steel (HSS) or Carbide. The tool must be ground to a razor-sharp edge with a high rake angle and significant relief to prevent rubbing.
Pillar 2: Strategic Speeds, Feeds, and Toolpaths
You must balance speeds and feeds to minimize heat generation while ensuring a clean cut.
Start with cutting speeds around 200–500 m/min and feed rates of 0.1–0.5 mm/rev. These are starting points; adjust based on the specific part geometry and machine rigidity.
Employ circular or helical toolpaths to minimize tool engagement and vibration. Avoid aggressive, full-width cuts that introduce excessive stress and heat into the workpiece.
Pillar 3: Aggressive Thermal Management
Controlling temperature is non-negotiable. The goal is to remove heat as quickly as it is generated.
A generous flood of water-soluble coolant is highly effective. For certain applications, mist systems or direct air-cooling can also work to prevent heat buildup and clear chips.
Pillar 4: Secure and Non-Distorting Workholding
Your fixture must hold the PTFE workpiece securely to prevent any movement during machining.
Use specialized fixtures or vacuum chucks that provide broad, even clamping pressure. This prevents the soft material from being crushed or distorted, which would ruin the final dimensions.
A Critical Step: Stress Relief via Annealing
For the highest precision work, machining alone is not enough. Annealing is a heat treatment process that normalizes the material by relieving the internal stresses.
Why Annealing is Necessary
By heating the PTFE to a specific temperature, holding it, and then slowly cooling it, you allow the material's internal structure to relax. This creates a much more stable workpiece that is less likely to warp after machining.
When to Anneal
A common best practice for tight-tolerance parts is a multi-stage process:
- Anneal the raw material stock.
- Perform rough machining, leaving a small amount of material for the final pass.
- Anneal the part again to relieve stresses induced by the roughing operation.
- Perform the final finish machining pass to bring the part to its final dimensions.
Common Pitfalls to Avoid
Mistakes in PTFE machining are common because the required approach is often counter-intuitive compared to working with metals.
Using Dull or Improper Tooling
This is the most frequent error. A tool that feels sharp to the touch may not be sharp enough for PTFE. The result is material smearing, a "gummy" finish, and an inability to hold size.
Ignoring Heat Buildup
Machining PTFE dry without any form of cooling is a recipe for failure. The part will inevitably expand during the cut and be undersized once it cools.
Inadequate Workholding
If the part can shift or vibrate even slightly in the fixture, all other precision efforts are wasted. PTFE's slipperiness makes this a significant risk.
Unrealistic Tolerance Expectations
While tight tolerances are achievable, the inherent properties of PTFE mean there are practical limits. Part design should always account for the material's high thermal expansion and potential for creep.
Making the Right Choice for Your Application
Tailor your approach based on the most critical requirement of the finished part.
- If your primary focus is dimensional stability on complex parts: Prioritize a multi-step process with annealing between the roughing and finishing passes.
- If your primary focus is achieving the best possible surface finish: Use extremely sharp, dedicated tooling with a constant, high-volume supply of coolant.
- If your primary focus is consistency across a production run: Implement strict environmental temperature controls and use high-precision inspection tools like a CMM to validate your setup and process.
Mastering these principles transforms the challenge of machining PTFE from a frustrating art into a repeatable science.
Summary Table:
| Best Practice | Key Action | Purpose |
|---|---|---|
| Tool Selection | Use razor-sharp HSS or Carbide tools | Cleanly shear material, prevent deformation |
| Thermal Management | Apply flood coolant (e.g., water-soluble) | Counteract high thermal expansion |
| Process Strategy | Implement roughing/finishing with annealing | Relieve internal stresses for dimensional stability |
| Workholding | Utilize vacuum chucks or specialized fixtures | Secure soft material without distortion |
Achieve Unmatched Precision in Your PTFE Components with KINTEK
Mastering the nuances of PTFE machining is our specialty. For semiconductor, medical, laboratory, and industrial applications where precision is non-negotiable, KINTEK delivers.
We leverage the exact best practices outlined here—from aggressive thermal management to strategic stress-relief annealing—to manufacture high-performance PTFE seals, liners, labware, and custom components that meet your most demanding specifications.
Partner with KINTEK for:
- Guaranteed Dimensional Stability: Our controlled processes ensure your parts remain in tolerance, overcoming PTFE's inherent challenges.
- Superior Surface Finishes: Achieve the clean, functional surfaces your application requires.
- Prototype to High-Volume Production: We scale our precision to your needs, ensuring consistency across every order.
Let's engineer your solution. Contact our experts today to discuss your project and receive a quote.
Visual Guide
Related Products
- Custom Machined PTFE Conical Sample Cell Corrosion Resistant Triangular Fluoropolymer Container for Trace Analysis
- Custom Machined Molded PTFE Teflon Parts Manufacturer for Laboratory ITO FTO Conductive Glass Cleaning Flower Basket
- Customizable PTFE Scrapers and Shovels for Demanding Applications
- Custom PTFE Laboratory Apparatus Corrosion Resistant Low Background Reaction Cells Precision CNC Fabrication
- Custom PTFE Parts Manufacturer for Teflon Parts and PTFE Tweezers
People Also Ask
- Can PTFE parts be customized according to specific requirements? Achieve Precision Custom PTFE Components
- Why is machined PTFE popular in the medical field? Unmatched Biocompatibility & Precision
- What makes machined PTFE suitable for industrial applications? Unmatched Performance in Extreme Conditions
- Can machined PTFE parts be customized? Achieve Precision Solutions for Demanding Applications
- How do Polytetrafluoroethylene (PTFE) containers perform regarding gas permeation? Expert Insights on Solvent Absorption



















