In the food industry, Polytetrafluoroethylene (PTFE) packing is a critical sealing component used in equipment like pumps, valves, and mixers. Its primary function is to create a secure seal that prevents leaks, stops external contaminants from entering the product stream, and ensures the food itself remains pure and unadulterated.
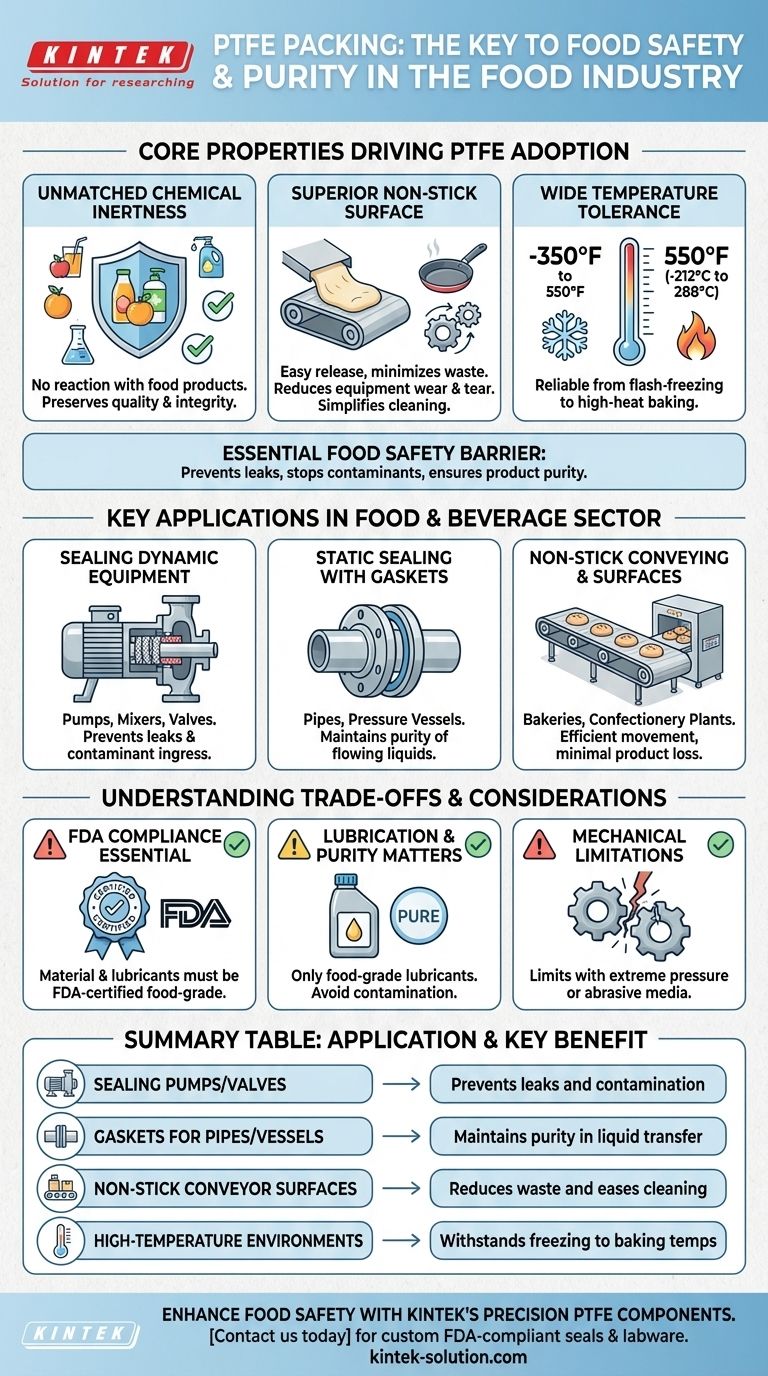
PTFE packing is not just a mechanical seal; it is an essential food safety barrier. Its unique combination of chemical inertness, non-stick properties, and temperature resistance makes it the default choice for protecting food purity and ensuring operational reliability.

The Core Properties Driving PTFE Adoption
The widespread use of PTFE in food processing is not accidental. It stems from a specific set of material properties that directly address the industry's stringent demands for safety and efficiency.
Unmatched Chemical Inertness
PTFE is prized for being chemically inert, meaning it does not react with the substances it contacts. This is vital when handling a wide range of food products, from acidic fruit juices to alkaline cleaning solutions.
This inertness ensures the packing material itself does not contaminate the product or degrade over time, preserving both food quality and the integrity of the seal.
Superior Non-Stick Surface
The famous non-stick quality of PTFE provides significant operational advantages. In mixers and on conveyor belts, it ensures an easy release of products like dough and confectionery, which minimizes waste.
This low-friction surface also reduces wear and tear on rotating shafts in pumps and mixers, extending the life of the equipment. Furthermore, it simplifies cleaning processes, as food residue does not adhere to the packing.
Wide Temperature Tolerance
PTFE operates reliably across an exceptionally broad temperature range, typically from -350°F to 550°F (-212°C to 288°C).
This makes it suitable for nearly any food processing environment, from flash-freezing applications to high-temperature baking and cooking, without losing its structural integrity or sealing capability.
Key Applications in the Food & Beverage Sector
These core properties translate into several critical applications where maintaining a pure and contained environment is non-negotiable.
Sealing Dynamic Equipment
The most common use of PTFE packing is in dynamic applications like pumps, mixers, and valves. The braided packing is installed in a stuffing box to create a seal around a rotating shaft or moving stem.
Here, it performs two jobs: preventing the food product from leaking out and stopping external contaminants like lubricants or airborne particles from getting in.
Static Sealing with Gaskets
In static applications, PTFE is formed into gaskets used to seal connections between pipes, pressure vessels, and other equipment.
This is especially common in the dairy and beverage industries, where the purity of liquids flowing through the system is paramount. PTFE envelope gaskets provide a pure contact surface backed by a more resilient core material.
Non-Stick Surfaces and Conveying
Beyond traditional seals, PTFE's properties are leveraged for food-contact surfaces. PTFE-coated sheets and transport belts are used extensively in bakeries and confectionery plants.
The material's heat resistance and non-stick nature are ideal for moving products through ovens and cooling tunnels efficiently and with minimal product loss.
Understanding the Trade-offs and Considerations
While PTFE is a highly effective material, selecting and implementing it correctly requires an understanding of its practical limitations and regulatory context.
The Importance of FDA Compliance
Not all PTFE is created equal. For food applications, the material must meet specific regulatory standards, such as those set by the FDA.
PTFE can be combined with other materials or lubricants to enhance its properties. It is critical to ensure that all components of the packing assembly are certified as food-grade and safe for direct or incidental contact.
Lubrication and Purity
Many braided packing styles incorporate a lubricant to reduce friction and improve sealing during break-in. In a food context, this lubricant must be food-grade.
Using a non-compliant lubricant would completely negate the benefits of using an inert PTFE polymer, introducing a potential source of contamination.
Mechanical Limitations
PTFE is a polymer, not a metal. While durable, it has limits regarding extreme pressure or when sealing highly abrasive media, such as slurries containing hard solids. In these specialized cases, a different packing configuration or material may be required to prevent premature wear.
Making the Right Choice for Your Application
Selecting the correct PTFE packing solution depends on your primary operational goal.
- If your primary focus is product purity and safety: Choose a packing that is explicitly certified as FDA-compliant and ensure any lubricants used are also certified as food-grade.
- If your primary focus is operational efficiency: Leverage PTFE's non-stick properties to reduce cleaning time and its low-friction nature to minimize wear on equipment shafts.
- If your primary focus is handling aggressive or high-temperature products: Verify that the specific grade of PTFE packing meets the temperature and chemical resistance requirements for your process, from acidic juices to hot oils.
By understanding these principles, you can confidently specify PTFE packing to enhance both the safety and efficiency of your food processing operations.
Summary Table:
| Application | Key Benefit |
|---|---|
| Sealing Pumps/Valves | Prevents leaks and contamination |
| Gaskets for Pipes/Vessels | Maintains purity in liquid transfer |
| Non-Stick Conveyor Surfaces | Reduces waste and eases cleaning |
| High-Temperature Environments | Withstands freezing to baking temps |
Enhance your food processing safety and efficiency with KINTEK's precision PTFE components.
We specialize in custom fabricating FDA-compliant PTFE seals, liners, and labware for the semiconductor, medical, laboratory, and industrial sectors. From prototypes to high-volume orders, our focus on precision ensures your equipment operates reliably while meeting strict purity standards.
Contact us today to discuss your specific needs and get a quote!
Visual Guide
Related Products
- High Purity PTFE Wet Cleaning Flower Basket Single Wafer Etching Rack Customizable 4 Inch Mask Plate Carrier
- Custom PTFE Laboratory Cleaning Basket Carrier High Purity Acid Base Resistant Wafer Holder Low Background Contamination Free Chemical Bath Rack
- High Purity Corrosion Resistant PTFE Raw Material Barrel 4L Screw Seal Low Background Feed Tank
- Custom Machined Molded PTFE Teflon Parts Manufacturer for Laboratory ITO FTO Conductive Glass Cleaning Flower Basket
- Custom PTFE Parts Manufacturer for Teflon Containers and Components
People Also Ask
- What factors contribute to the long-term mechanical integrity of PTFE flower baskets under thermal cycling? Expert Guide.
- How does a PTFE flower basket contribute to efficient rinsing and drying of substrates? Boost Lab Process Efficiency
- What is the working principle of a PTFE flower basket? Optimize Fluid Flow and Purity for Chemical Immersion
- How do PTFE flower baskets contribute to purity in semiconductor manufacturing? Achieve Sub-10 ppt Purity & Zero Leaching
- How does the mechanical design of PTFE flower baskets accommodate different substrate sizes? Versatile Wafer Handling



















