In essence, PTFE control valves significantly enhance industrial safety by creating a chemically inert and reliable barrier against hazardous materials. Their primary contributions are preventing catastrophic corrosion that can lead to leaks and ensuring a tight, dependable seal that contains aggressive or high-purity media.
The core safety benefit of PTFE in control valves stems from a powerful combination of properties: its near-universal chemical resistance prevents material failure, while its non-stick, durable nature ensures consistent sealing performance, minimizing both immediate leak risks and long-term maintenance hazards.

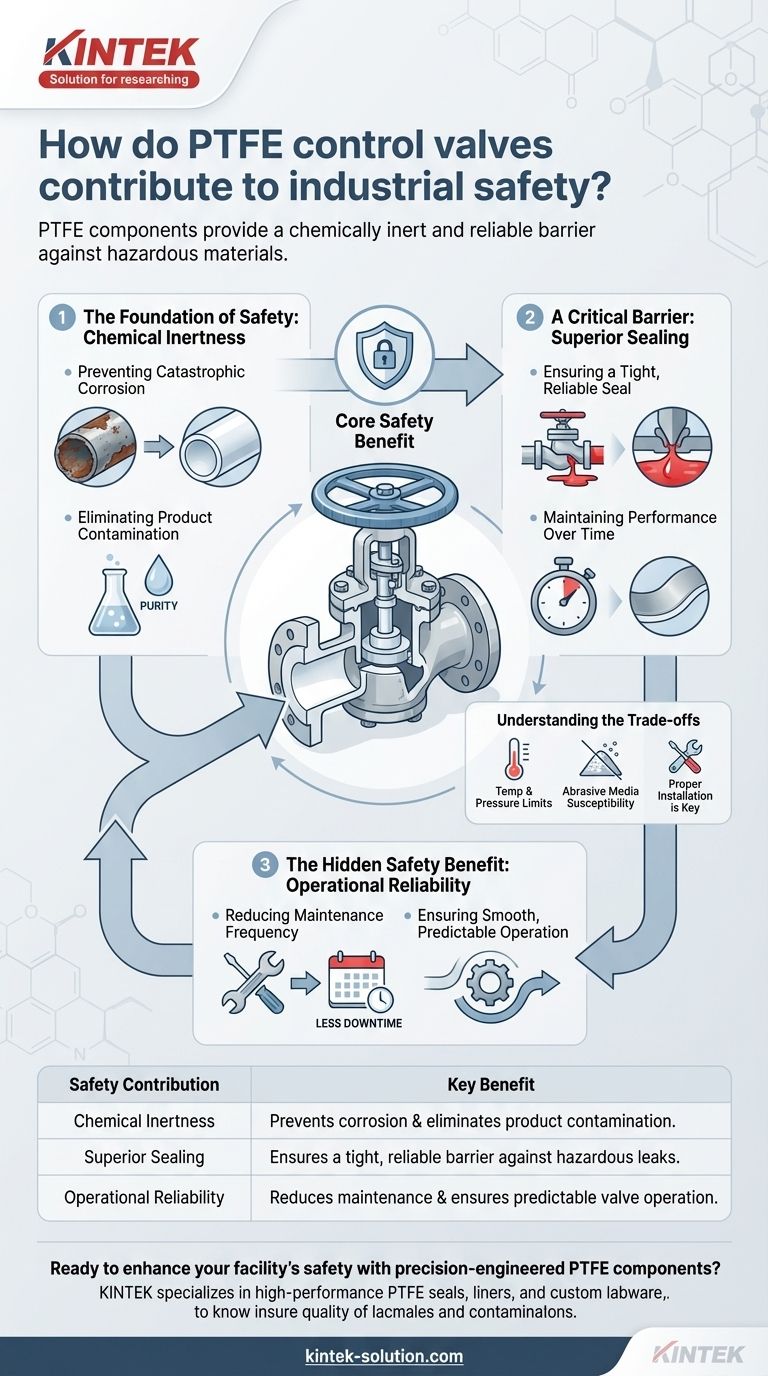
The Foundation of Safety: Chemical Inertness
The first line of defense in any industrial process is material integrity. When a valve's material cannot withstand the process media, the foundation of safety is compromised. PTFE's unique chemical properties provide this foundational stability.
Preventing Catastrophic Corrosion
Most industrial accidents involving fluid handling are rooted in material failure, often caused by corrosion. Aggressive acids, caustics, and solvents can eat away at standard metal components, leading to valve failure and uncontrolled releases.
PTFE is chemically inert to nearly all industrial chemicals. By using it for wetted parts—the surfaces that directly contact the process fluid—you effectively eliminate corrosion as a failure point.
Eliminating Product Contamination
In industries like pharmaceuticals, food processing, and semiconductors, safety isn't just about containment; it's about purity. Product contamination can pose a direct threat to consumers.
The non-stick, non-reactive surface of PTFE ensures that the valve does not leach materials into the process media or allow substances to accumulate on its surface, preserving product integrity.
A Critical Barrier: Superior Sealing
A valve's most basic function is to control flow, which requires the ability to seal perfectly. This is especially critical when the media is toxic, flammable, or otherwise hazardous.
Ensuring a Tight, Reliable Seal
PTFE's properties make it an exceptional material for liners, seats, and seals within a valve. It creates a tight barrier that effectively prevents the escape of dangerous substances into the surrounding environment.
This robust sealing capability is the most direct way PTFE components prevent safety incidents, protecting both personnel and equipment from exposure.
Maintaining Performance Over Time
The non-stick, low-friction nature of PTFE prevents process media from sticking to and building up on the valve's internal surfaces.
This is crucial because material accumulation can cause a valve to seize or fail to close completely, compromising the seal and creating a significant operational hazard.
Understanding the Trade-offs
While highly effective, PTFE components are not a universal solution. Acknowledging their limitations is key to using them safely and effectively.
Temperature and Pressure Limitations
PTFE has specific operating temperature and pressure ceilings. Exceeding these limits can lead to material degradation and mechanical failure. It is critical to select a valve rated for your specific process conditions.
Susceptibility to Abrasive Media
PTFE is a relatively soft material. While durable, it can be susceptible to wear and damage in applications with highly abrasive slurries or solids, which could eventually compromise sealing integrity.
The Importance of Proper Installation
The performance of any sealing component is highly dependent on correct installation. Improperly torqued flanges or misaligned parts can create leak paths, negating the benefits of the material itself.
The Hidden Safety Benefit: Operational Reliability
A truly safe system is not only robust but also reliable. PTFE contributes to safety by enhancing the long-term operational stability of the valve and the system as a whole.
Reducing Maintenance Frequency
The durability and wear-resistance of PTFE mean that valves require less frequent service, repair, or replacement.
Reducing maintenance cycles directly improves safety by minimizing the need for personnel to intervene in potentially hazardous process lines.
Ensuring Smooth, Predictable Operation
PTFE's low-friction surface ensures that the valve actuates smoothly and consistently without sticking. This reliability is vital for precise process control and for ensuring the valve will function as designed during an emergency shutdown.
Making the Right Choice for Your Goal
To leverage PTFE effectively, align your component selection with your primary safety objective.
- If your primary focus is handling highly corrosive chemicals: Prioritize valves with fully PTFE-lined wetted parts to create a complete barrier between the aggressive media and the valve body.
- If your primary focus is preventing product contamination: Select valves where PTFE's non-stick, high-purity surface ensures no material can accumulate or leach into your process fluid.
- If your primary focus is maximizing operational uptime and worker safety: The low-maintenance, high-reliability nature of PTFE components will reduce system downtime and limit personnel exposure to hazardous environments.
Ultimately, integrating PTFE control valves is a strategic decision to build a more resilient, predictable, and fundamentally safer industrial process.
Summary Table:
| Safety Contribution | Key Benefit |
|---|---|
| Chemical Inertness | Prevents corrosion and eliminates product contamination from aggressive media. |
| Superior Sealing | Ensures a tight, reliable barrier against toxic or hazardous substance leaks. |
| Operational Reliability | Reduces maintenance frequency and ensures predictable, safe valve operation. |
Ready to enhance your facility's safety with precision-engineered PTFE components?
KINTEK specializes in manufacturing high-performance PTFE seals, liners, and custom labware for the semiconductor, medical, laboratory, and industrial sectors. Our components are designed to provide the chemical resistance and reliable sealing you need to protect your personnel, processes, and products.
We offer custom fabrication from prototypes to high-volume orders, ensuring a perfect fit for your specific safety requirements.
Contact KINTEK today to discuss your application and discover how our PTFE solutions can build a safer, more reliable process for you.
Visual Guide
Related Products
- Custom PTFE Valve 2-Way 3-Way Corrosion Resistant Low Background Virgin Fluoropolymer Industrial Fluid Control
- High Purity PTFE Faucet Corrosion Resistant Polytetrafluoroethylene Drum Valve Customizable Lab Chemical Fluid Control
- Corrosion Resistant PTFE Valves Customizable 2 Way 3 Way 4 Way High Temperature Teflon Fluid Control Solutions
- Corrosion Resistant PTFE Polytetrafluoroethylene Valve and Customizable Laboratory Fluid Dispensing Faucet for Aggressive Chemical Handling in Industrial Storage Tanks and Plastic Drums
- High Corrosion Resistant PTFE Faucet Polytetrafluoroethylene Valve for Chemical Storage Drums and Fluid Transfer Systems Customizable Industrial Grade
People Also Ask
- What industries commonly use PTFE valves and components? Essential for Chemical & Purity Applications
- What is the typical operating temperature and pressure range for PTFE valves? Key Specs for Optimal Performance
- What is the primary advantage of PTFE control valves? Unmatched Chemical Resistance for Harsh Fluids
- What support is available for selecting the right PTFE valve design and size? Get Expert Guidance for Your Application
- What technical principles govern the sealing performance of PTFE-based valve components? Achieve Near-Zero Leakage



















