In short, PTFE lined pipes are essential because they offer a combination of chemical inertness, high-temperature resistance, and non-stick properties that is unmatched by other materials. This makes them the safest and most reliable solution for transporting highly corrosive, reactive, or high-purity fluids that would quickly destroy standard piping systems.
The decision to use PTFE lined pipe is not simply about corrosion resistance. It is a strategic choice to guarantee process integrity, ensure operational safety, and achieve long-term cost-effectiveness in demanding industrial environments where failure is not an option.

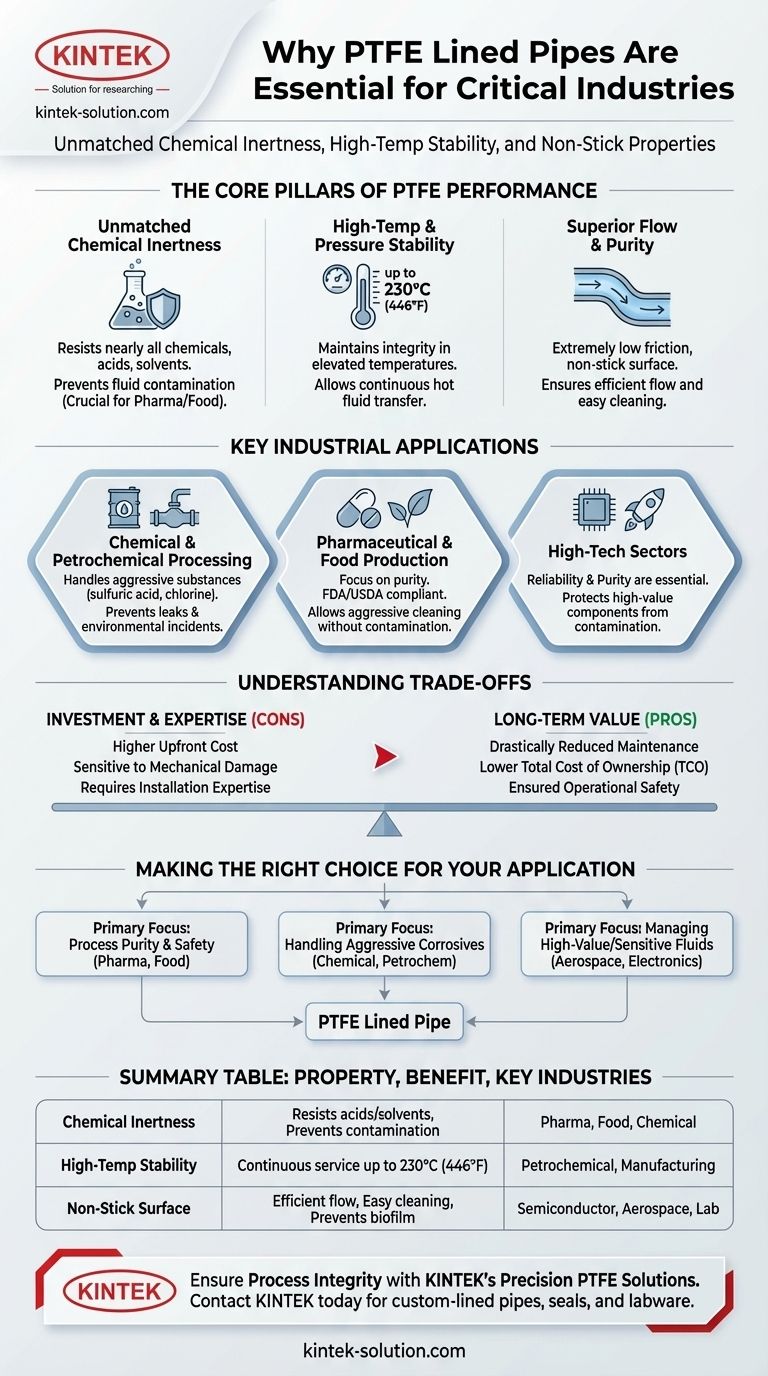
The Core Pillars of PTFE Performance
To understand why PTFE is indispensable, we need to look beyond the surface and analyze its fundamental material properties. These characteristics work together to solve critical challenges in industrial fluid handling.
Unmatched Chemical Inertness
Polytetrafluoroethylene (PTFE) is one of the most chemically inert substances known. It is virtually immune to attack from almost all industrial chemicals, acids, and solvents.
This inertness is a two-way benefit. It protects the outer pipe (typically carbon or stainless steel) from being corroded by the fluid inside, but just as importantly, it prevents the pipe from contaminating the fluid. This is non-negotiable in pharmaceutical and food production.
High-Temperature and Pressure Stability
Many industrial processes operate at elevated temperatures. PTFE maintains its structural integrity and chemical resistance at continuous service temperatures up to 230°C (446°F).
This allows industries to run chemical reactions and transfer hot fluids without risking a catastrophic failure of the piping system, expanding the operational window for many processes.
Superior Flow and Purity
PTFE has an extremely low coefficient of friction, creating a "non-stick" surface. This property is critical for two reasons.
First, it ensures efficient flow and reduces the energy required to pump fluids. Second, it prevents material from sticking to the pipe walls, which minimizes the risk of cross-contamination and the buildup of biofilms in sanitary applications.
Key Industrial Applications
The unique properties of PTFE make it the go-to solution for the most challenging applications across several key sectors.
For Chemical and Petrochemical Processing
These industries regularly handle highly aggressive substances like sulfuric acid, chlorine, and caustic soda. PTFE lined pipes provide the long-term, maintenance-free containment needed to handle these fluids safely and prevent costly environmental incidents.
For Pharmaceutical and Food Production
Purity is the primary concern in these fields. Certain grades of PTFE are FDA and USDA compliant. Its non-reactive and non-stick surface ensures the product remains uncontaminated and allows for aggressive steam or chemical cleaning cycles between batches.
For High-Tech Sectors
In industries like aerospace and electronics manufacturing, specialized and often corrosive chemicals are used in controlled environments. PTFE's reliability and purity are essential for producing high-performance components where any contamination could lead to failure.
Understanding the Trade-offs
While its performance is exceptional, PTFE is not a universal solution. A trusted advisor must acknowledge its limitations to ensure it is specified correctly.
The Upfront Cost Factor
PTFE lined pipe carries a higher initial material cost compared to standard carbon steel or even some stainless steel alloys. This is an investment in long-term performance, not a low-cost commodity.
The higher upfront cost is almost always offset by drastically reduced maintenance, replacement, and downtime costs over the life of the system, resulting in a lower total cost of ownership.
Sensitivity to Mechanical Damage
PTFE is a relatively soft material. While protected by a metal housing, the lining can be damaged by severe abrasion from sharp solids within the fluid stream or by improper handling and installation practices.
The Need for Installation Expertise
The reliability of a PTFE lined piping system depends heavily on proper installation. Correctly torquing bolts and ensuring flange faces are perfectly aligned is critical to creating a durable, leak-free seal. This often requires specialized training and tools.
Making the Right Choice for Your Application
Selecting the correct piping material is a critical engineering decision. Use these guidelines to determine if PTFE is the right choice for your goal.
- If your primary focus is process purity and safety (Pharmaceuticals, Food): PTFE is often the only acceptable choice due to its inertness, cleanability, and regulatory compliance.
- If your primary focus is handling aggressive corrosives (Chemicals, Petrochemicals): PTFE provides the most reliable long-term protection against costly leaks and system failure, ensuring operational safety and environmental protection.
- If your primary focus is managing high-value or sensitive fluids (Aerospace, Electronics): The non-contaminating nature of PTFE protects your final product and prevents expensive batch loss.
Ultimately, specifying PTFE lined pipe is a decision to prioritize long-term system reliability and integrity over short-term material cost.
Summary Table:
| Property | Benefit | Key Industries |
|---|---|---|
| Chemical Inertness | Resists almost all acids, solvents; prevents contamination | Pharmaceutical, Food, Chemical |
| High-Temp Stability | Continuous service up to 230°C (446°F) | Petrochemical, Manufacturing |
| Non-Stick Surface | Ensures efficient flow, easy cleaning, prevents biofilm | Semiconductor, Aerospace, Lab |
Ensure process integrity and long-term cost savings with KINTEK's precision PTFE solutions.
KINTEK specializes in manufacturing high-performance PTFE components—including custom-lined pipes, seals, liners, and labware—for the semiconductor, medical, laboratory, and industrial sectors. Our expertise in custom fabrication, from prototypes to high-volume orders, guarantees a solution tailored to your specific fluid handling challenges, ensuring safety, purity, and reliability.
Contact KINTEK today to discuss your application requirements and receive a quote.
Visual Guide
Related Products
- PTFE Lined High Pressure Digestion Vessel 50ml High Temperature Hydrothermal Synthesis Tank
- Custom TFM Reaction Vessel with Stainless Steel Jacket and PTFE Inner Cup for High Corrosion Resistance
- High Pressure Custom TFM Reactor Stainless Steel Outer Vessel PTFE Inner Cup for Corrosive Synthesis
- Custom PTFE Sleeves and Hollow Rods for Advanced Applications
- High Purity PFA Coiled Tubing Custom PTFE Machining PFA Welding and Precision Bending Solutions
People Also Ask
- What safety features are typically incorporated into high-pressure PTFE digestion vessel designs? Ensure Lab Safety
- What maintenance and operational practices ensure the longevity of PTFE digestion liners? Expert Care & Handling Guide
- Why is PTFE considered an ideal material for sample digestion vessels compared to glass or quartz? Unmatched Acid Safety
- What makes PTFE digestion vessels suitable for geological and mining applications? HF Resistance & Ultra-Trace Recovery
- What is the purpose of placing a glass substrate inside a hydrothermal synthesis vessel for SnO2/nanocellulose production?



















