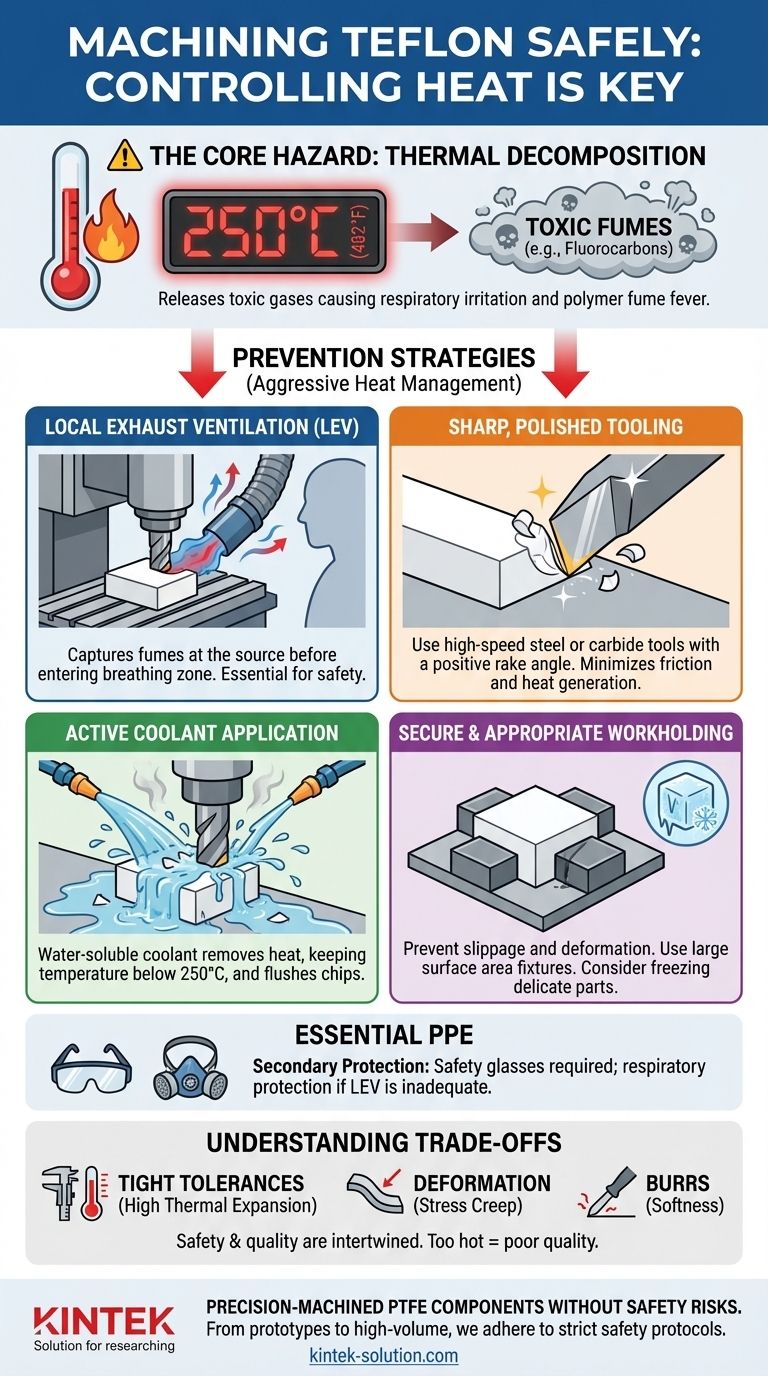
To machine Teflon safely, you must focus on controlling heat. The primary danger arises when Polytetrafluoroethylene (PTFE) is heated above 250°C (482°F), at which point it decomposes and releases toxic gases. Therefore, all safety precautions—including robust ventilation, the use of coolants, and sharp tooling—are fundamentally designed to prevent the material from ever reaching this critical temperature threshold.
The core challenge of machining Teflon is not its hardness, but its thermal and mechanical instability. Consequently, the key to ensuring both operator safety and part quality is aggressive heat management, as excessive temperature is the root cause of both toxic fume release and dimensional inaccuracy.

The Core Hazard: Thermal Decomposition
The most significant risk associated with machining Teflon is not mechanical but chemical. Understanding this thermal sensitivity is the foundation of a safe operating procedure.
Understanding the Temperature Threshold
Teflon (PTFE) is stable at room temperature but begins to break down when heated excessively. Machining friction can easily generate enough localized heat to surpass the 250°C decomposition threshold.
When this happens, the material off-gases toxic fluorocarbon particulates and fumes, which can cause severe respiratory irritation and flu-like symptoms known as "polymer fume fever."
The Critical Role of Ventilation
Because the toxic fumes can be invisible and odorless, relying on general shop ventilation is insufficient. Local Exhaust Ventilation (LEV) systems are essential.
An LEV setup uses a vacuum nozzle positioned directly at the point of machining to capture any potential fumes at their source before they can enter the operator's breathing zone.
Essential Protective Equipment (PPE)
Standard personal protective equipment, including safety glasses, is always required.
If adequate LEV is not available or if there is any uncertainty about fume control, appropriate respiratory protection should be used as a secondary measure.
How Machining Creates the Hazard
The properties that make Teflon a useful material—its softness and low friction—also create the conditions that lead to dangerous heat generation during machining.
Friction and Poor Heat Dissipation
Teflon's softness means that a dull cutting tool will tend to plow through or rub against the material rather than shearing it cleanly. This rubbing action generates significant friction and heat.
Furthermore, Teflon is a poor thermal conductor. Heat does not dissipate quickly through the workpiece; instead, it concentrates directly at the tool's cutting edge, dramatically increasing the risk of reaching the decomposition temperature.
The Challenge of Workholding
Teflon’s very low coefficient of friction makes it slippery and difficult to hold securely in a vise or chuck.
If the workpiece slips during a cut, it can increase friction and unpredictable tool engagement, leading to a sudden spike in heat. Over-tightening the fixture to compensate can deform the soft material, causing inaccuracies.
Practical Strategies for Safe and Precise Machining
The best safety strategy is a machining process that is inherently low-heat. These techniques protect both the operator and the integrity of the finished part.
Prioritize Extremely Sharp Tooling
Using sharp, high-speed steel or carbide tools is non-negotiable. A sharp edge minimizes friction by shearing the material cleanly with less force.
Tools with a positive rake angle and polished surfaces are ideal, as they encourage smooth chip formation and prevent soft Teflon material from sticking to the tool, which would otherwise increase friction.
Implement Active Cooling
Generously applying a water-soluble coolant is one of the most effective ways to manage the process.
The coolant performs two critical functions: it actively removes heat from the cutting zone, keeping the workpiece temperature safely below the 250°C limit, and it helps flush away chips.
Ensure Rigid and Appropriate Workholding
The workpiece must be supported properly to prevent deformation under cutting and clamping forces.
Use fixtures with a large surface area to distribute clamping pressure evenly. For delicate parts, a unique strategy is to temporarily freeze the material before machining to increase its rigidity, which reduces deformation and improves cut quality.
Understanding the Trade-offs and Common Pitfalls
Safety and quality control are deeply intertwined when machining Teflon. A process that is unsafe (too hot) will almost certainly produce a poor-quality part.
The Challenge of Tight Tolerances
Teflon has an extremely high coefficient of thermal expansion. A part machined at a slightly elevated temperature will shrink as it cools, making it difficult to hold tight tolerances. Temperature stability is paramount.
Deformation Under Clamping Pressure
The softness of Teflon means it is susceptible to stress creep. If a part is clamped too tightly, it will slowly deform, leading to an inaccurate final shape even after the pressure is removed.
The Inevitability of Burrs
Because Teflon is so soft, it often tears rather than chips cleanly, leaving burrs along the machined edges. Plan for a post-processing step, such as careful manual deburring or bead blasting, to achieve a clean final surface.
Making the Right Choice for Your Process
Your specific priorities will determine which precautions and techniques you emphasize, but the fundamental principles of heat management remain constant.
- If your primary focus is operator safety: Your non-negotiable priorities are local exhaust ventilation and a constant flood of coolant to keep temperatures far below 250°C.
- If your primary focus is achieving tight tolerances: You must use exceptionally sharp tools, maintain a stable temperature throughout the process, and account for the material's high thermal expansion.
- If your primary focus is surface finish: Employ tools with highly polished surfaces to prevent material buildup and plan for a post-processing step to remove the inevitable burrs.
Ultimately, machining Teflon safely and effectively requires you to respect its thermal limits and accommodate its unique softness at every stage of the process.
Summary Table:
| Safety Precaution | Purpose | Key Details |
|---|---|---|
| Local Exhaust Ventilation (LEV) | Prevent toxic fume inhalation | Captures fumes at source before they enter breathing zone |
| Sharp Tooling | Minimize friction and heat generation | Use high-speed steel/carbide with positive rake angle |
| Coolant Application | Maintain temperature below 250°C | Water-soluble coolant removes heat and flushes chips |
| Secure Workholding | Prevent slippage and deformation | Use large surface area fixtures; consider freezing delicate parts |
| PPE | Secondary protection | Safety glasses; respiratory protection if ventilation is inadequate |
Need precision-machined PTFE components without the safety risks?
At KINTEK, we specialize in manufacturing high-quality PTFE seals, liners, labware, and custom components for the semiconductor, medical, laboratory, and industrial sectors. Our advanced machining processes are designed to manage heat effectively, ensuring both operator safety and dimensional accuracy.
We handle everything from prototypes to high-volume orders with strict adherence to safety protocols. Let us take on the machining challenges so you can focus on your application.
Contact KINTEK today for a quote on your custom PTFE fabrication needs!
Visual Guide
Related Products
- PTFE Small Reaction Bottle Corrosion Resistant Teflon Sample Dissolution Tank One Piece Molded Fluoropolymer Storage Container
- Corrosion Resistant PTFE Digestion Vessel Low Background Straight Walled Boiling Bottle for Trace Analysis
- Customizable Polytetrafluoroethylene PTFE Reactor and Corrosion Resistant Teflon Flask
- High Temperature Resistant PTFE Slotted Spoon Customizable Hole Size and Count for Biochemical Laboratory Use High Purity Zero Leaching Teflon Skimmer
- High Purity Corrosion Resistant Teflon Crucible Low Background Laboratory PTFE Vessel for Trace Analysis and Acid Digestion
People Also Ask
- Why is Teflon used in high-performance applications? Unmatched Low Friction & Chemical Resistance
- What are the advantages of using PTFE laboratory bottles? Unmatched Chemical Resistance for Critical Samples
- What are the main advantages of PTFE as a material for laboratory bottles? Superior Chemical & Thermal Resistance
- What are the temperature limits for the PTFE bottle? Ensure Safety from -200°C to 260°C
- How do Polytetrafluoroethylene (PTFE) containers perform regarding gas permeation? Expert Insights on Solvent Absorption