Beyond the kitchen, Polytetrafluoroethylene (PTFE) is a critical material in a vast range of high-performance industries. While famous for its use in non-stick cookware, its most significant applications are in fields like chemical processing, aerospace, electronics, and medicine, where its unique properties solve extreme engineering challenges.
PTFE's widespread industrial adoption is not due to a single feature, but its rare combination of four key properties: near-total chemical inertness, high-temperature stability, excellent electrical insulation, and an exceptionally low coefficient of friction.

Why PTFE Is a Go-To Industrial Material
The non-stick surface of a frying pan is just one application of one of PTFE's properties. In industrial settings, its other characteristics are often far more critical. Understanding these core strengths explains its presence in everything from spacecraft to medical implants.
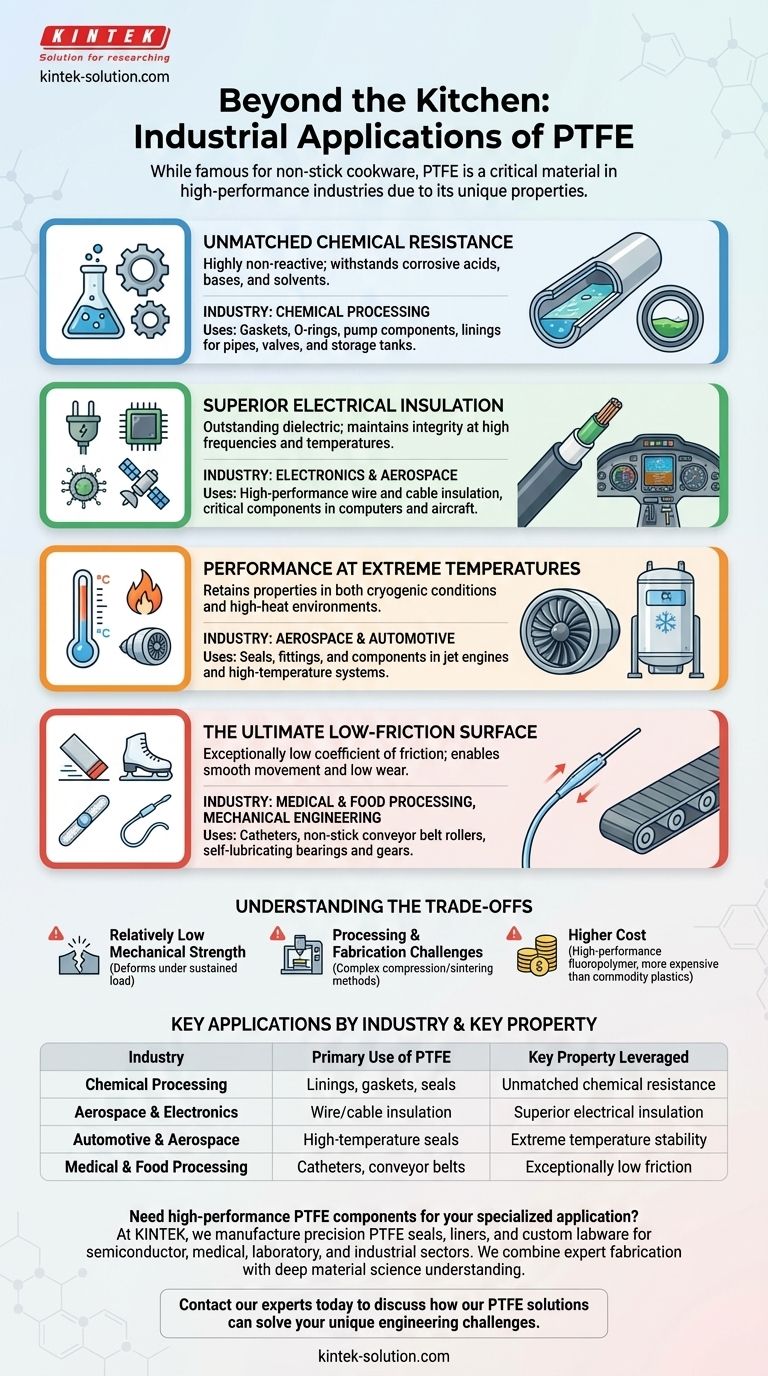
Unmatched Chemical Resistance
PTFE is one of the most non-reactive substances known. It can withstand highly corrosive acids, bases, and solvents that would destroy most other materials.
This makes it indispensable in the chemical processing industry. It is used for gaskets, O-rings, pump components, and linings for pipes, valves, and chemical storage tanks where contact with aggressive substances is constant.
Superior Electrical Insulation
PTFE is an outstanding electrical insulator, or dielectric. It resists the flow of electricity and maintains its integrity at high frequencies and temperatures.
This property is vital for the electronics and aerospace industries. In fact, a significant portion of all PTFE produced is used for high-performance wire and cable insulation, especially in computers and aircraft where signal integrity and fire safety are paramount.
Performance at Extreme Temperatures
PTFE has a very high melting point and retains its properties over a wide temperature range, performing reliably in both cryogenic conditions and high-heat environments.
This thermal stability is crucial for aerospace and automotive applications. It is used for seals, fittings, and components in jet engines and other systems where extreme temperatures are the norm.
The Ultimate Low-Friction Surface
PTFE has one of the lowest coefficients of friction of any solid material, often compared to wet ice on wet ice. This "slipperiness" is the same property that prevents food from sticking to a pan.
Industrially, this is leveraged in medical devices like catheters for smooth insertion, food processing for non-stick conveyor belt rollers, and in mechanical engineering for self-lubricating bearings and gears that operate with high efficiency and low wear.
Understanding the Trade-offs
No material is perfect, and PTFE's unique characteristics come with important limitations that engineers must consider.
Relatively Low Mechanical Strength
PTFE is a soft material. It is not used for primary structural components because it can deform or "creep" under sustained load. Its strength lies in its use as a coating, liner, or seal.
Processing and Fabrication Challenges
Due to its high melting point and high melt viscosity, PTFE cannot be processed using conventional melt-processing techniques like injection molding. It is typically shaped using specialized compression and sintering methods similar to those used in powder metallurgy, which can be more complex and costly.
Higher Cost
As a high-performance fluoropolymer, PTFE is significantly more expensive than commodity plastics like polyethylene or polypropylene. Its use is reserved for applications where its unique properties are a strict requirement, not a convenience.
Key Applications by Industry
Your choice of material is always dictated by the problem you need to solve. PTFE is the solution when performance under extreme conditions is non-negotiable.
- If your primary focus is corrosion and chemical handling: PTFE is the industry standard for creating inert linings, seals, and fluid-handling components.
- If your primary focus is high-performance electronics: Its dielectric strength makes it essential for insulating critical wiring in aerospace and computing.
- If your primary focus is reducing friction and wear: It is a premier choice for self-lubricating bearings, low-friction medical devices, and non-stick industrial surfaces.
- If your primary focus is high-temperature stability: Its ability to withstand heat makes it vital for seals and components in demanding automotive and aerospace systems.
Ultimately, PTFE's value lies in its ability to function where lesser materials would fail, making it a cornerstone of modern, high-technology engineering.
Summary Table:
| Industry | Primary Use of PTFE | Key Property Leveraged |
|---|---|---|
| Chemical Processing | Linings, gaskets, seals | Unmatched chemical resistance |
| Aerospace & Electronics | Wire/cable insulation | Superior electrical insulation |
| Automotive & Aerospace | High-temperature seals | Extreme temperature stability |
| Medical & Food Processing | Catheters, conveyor belts | Exceptionally low friction |
Need high-performance PTFE components for your specialized application?
At KINTEK, we manufacture precision PTFE seals, liners, and custom labware for the semiconductor, medical, laboratory, and industrial sectors. We combine expert fabrication with a deep understanding of material science to deliver components that meet your most demanding requirements, from prototypes to high-volume production.
Contact our experts today to discuss how our PTFE solutions can solve your unique engineering challenges.
Visual Guide
Related Products
- Corrosion Resistant Heating Plate with Modified PTFE Coating 400x300mm Acid Resistant Laboratory Hot Plate Customizable Heating Solution
- Custom PTFE Insulating Gaskets and Corrosion Resistant Fluoropolymer Seals for Industrial Electrical Applications
- High Temperature Resistant PTFE Thermal Insulation Board Corrosion Resistant Metal Free Fluoropolymer Stand for Ultra Clean Laboratories
- PTFE Anti Scald Heat Insulation Sleeve Hot Plate Support Feet Laboratory Benchtop Protection Customizable Thermal Barrier
- Custom PTFE Teflon Balls for Advanced Industrial Applications
People Also Ask
- How does the low friction coefficient of PTFE coatings affect tightening torque? Achieve Accurate Clamping Force Safely
- How is Teflon used in the textile industry? Creating Stain-Resistant, Water-Repellent Fabrics
- What advantages do PTFE coatings offer in terms of durability and maintenance? Maximize Component Lifespan
- What are the key steps in PTFE coating application? A Guide to the Critical 4-Stage Process
- How is Teflon coating applied in the construction industry? Enhancing Safety and Durability in Building Components



















