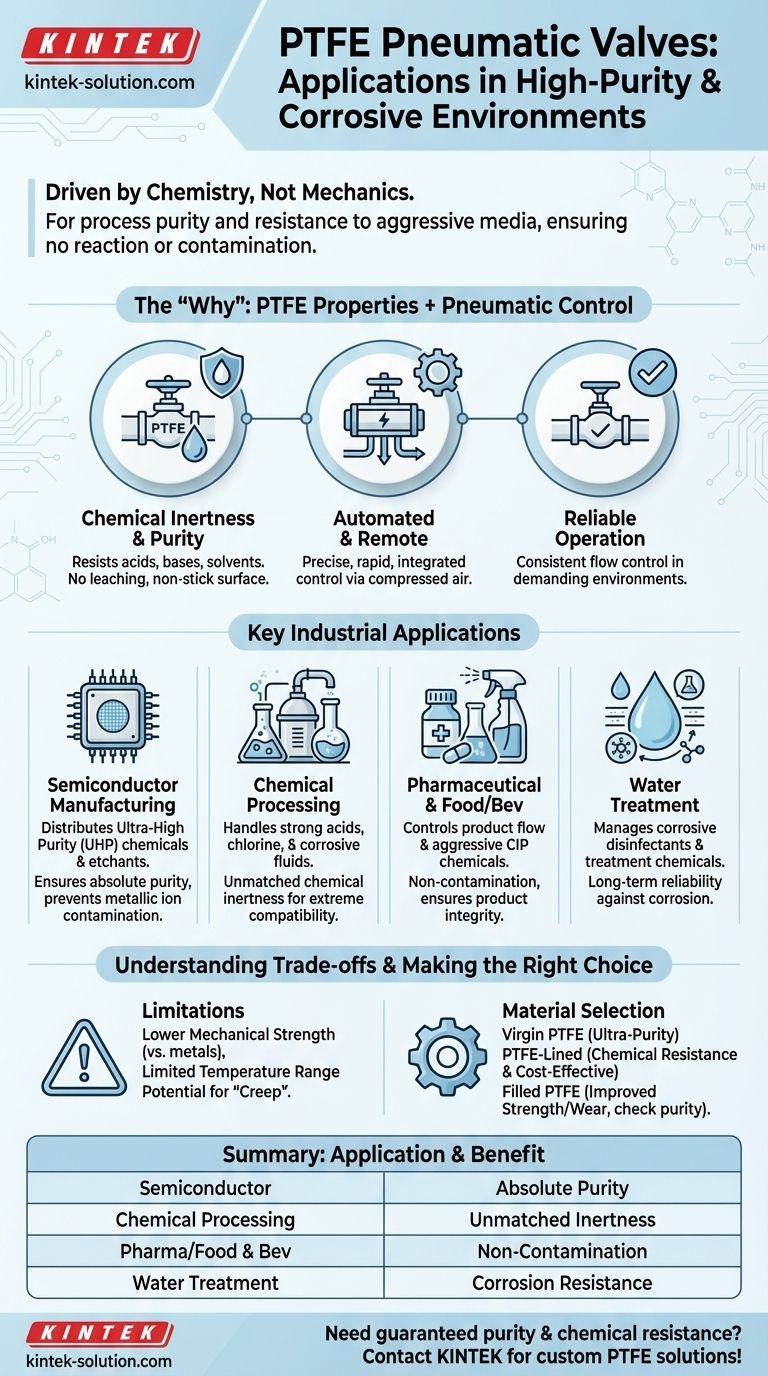
At its core, PTFE pneumatic valves are specified for applications where process purity and resistance to aggressive chemicals are non-negotiable. Their most common uses are in semiconductor manufacturing, chemical processing, pharmaceutical production, and food and beverage industries, where they are used to automatically control the flow of highly corrosive or ultra-pure fluids.
The decision to use a PTFE pneumatic valve is driven by chemistry, not mechanics. You choose it when the primary goal is to prevent any reaction or contamination between the valve and the fluid it controls, leveraging pneumatic actuation for reliable, automated operation.

The Defining Properties of PTFE in Valve Design
To understand why these valves are used in such specific contexts, we must look at the unique characteristics of Polytetrafluoroethylene (PTFE) itself, combined with the function of pneumatic control.
Unmatched Chemical Inertness
The single most important property of PTFE is its near-total chemical inertness. It is resistant to almost all acids, bases, solvents, and corrosive agents.
This makes it the default material choice for handling aggressive media that would rapidly degrade even high-grade metal alloys.
High Purity and Non-Contamination
PTFE is an extremely pure polymer that does not leach contaminants into the media it contacts. Its surface is also famously non-stick.
This is critical in semiconductor manufacturing and pharmaceuticals, where even parts-per-billion levels of contamination can compromise an entire production batch.
Automated and Remote Control
The "pneumatic" aspect refers to the method of actuation. These valves are opened and closed using compressed air, not by hand.
This allows for precise, rapid, and remote control integrated into an automated process system, which is essential for modern manufacturing and chemical plants.
Key Industrial Applications in Detail
The combination of inertness, purity, and automation makes these valves indispensable in several key sectors.
Semiconductor Manufacturing
In the fabrication of microchips, valves are used to distribute ultra-high purity (UHP) chemicals and aggressive etchants. A standard metal valve would corrode and introduce metallic ion contamination, ruining the sensitive electronic components. PTFE valves ensure absolute purity.
Chemical Processing and Distribution
This is the broadest application. PTFE valves and PTFE-lined valves are used throughout chemical plants, petrochemical facilities, and pulp and paper mills to handle substances like strong acids, chlorine, and other corrosive fluids that demand extreme material compatibility.
Pharmaceutical and Food & Beverage
In these industries, the primary concern is preventing any interaction with the product. PTFE valves ensure that the final product is not tainted and that the valve material itself is not degraded by aggressive cleaning-in-place (CIP) chemicals and sanitizers.
Water Treatment
Municipal and industrial water treatment facilities use powerful disinfectants and chemicals to ensure water safety. PTFE valves provide reliable, long-term flow control for these corrosive treatment chemicals, where metal components would fail over time.
Understanding the Trade-offs and Limitations
While exceptional in its niche, PTFE is not a universal solution. An objective assessment requires understanding its limitations.
Lower Mechanical Strength
Compared to metals like stainless steel, PTFE is a much softer material. It is more susceptible to scratching and has significantly lower pressure ratings.
Limited Temperature Range
PTFE has a narrower operating temperature window than metal. High temperatures can cause the material to soften and "creep," potentially compromising the valve's seal over time.
The Role of "Filled" PTFE
To overcome mechanical weaknesses, PTFE is often blended with fillers like glass fiber, carbon, or bronze. This "filled PTFE" offers improved strength and wear resistance but at a cost. The fillers can compromise the absolute purity of virgin PTFE, making it unsuitable for the most sensitive semiconductor or pharmaceutical applications.
Making the Right Choice for Your Goal
Selecting the correct valve material is a critical engineering decision based on your primary process requirement.
- If your primary focus is ultra-high purity: Virgin, unfilled PTFE is the necessary choice to prevent any process contamination, especially in semiconductor and biotech applications.
- If your primary focus is aggressive chemical resistance: A PTFE-lined valve, where a PTFE layer protects a stronger metal body, offers a durable and cost-effective solution for handling corrosive media.
- If you need improved mechanical or thermal performance: Consider a filled PTFE valve, but you must validate that the filler material will not leach and contaminate your specific process fluid.
Ultimately, choosing a PTFE pneumatic valve is a decision to prioritize chemical inertness and process purity above all other factors.
Summary Table:
| Industry | Primary Application | Key Benefit of PTFE Valve |
|---|---|---|
| Semiconductor | Distributing ultra-high purity (UHP) chemicals and etchants | Absolute purity, prevents contamination |
| Chemical Processing | Handling strong acids, chlorine, and corrosive fluids | Unmatched chemical inertness |
| Pharmaceutical & Food & Beverage | Controlling product flow and aggressive CIP chemicals | Non-contamination, chemical resistance |
| Water Treatment | Managing corrosive disinfectants and treatment chemicals | Long-term reliability, corrosion resistance |
Need a PTFE pneumatic valve that guarantees purity and chemical resistance for your application?
At KINTEK, we specialize in the precision manufacturing of high-quality PTFE components, including seals, liners, and custom labware. Whether you're in the semiconductor, medical, laboratory, or industrial sector, we understand the critical need for valves that prevent contamination and withstand aggressive media.
We offer custom fabrication from prototypes to high-volume orders, ensuring your specific requirements for material purity (virgin or filled PTFE) and performance are met. Let us provide you with a reliable solution that enhances your process integrity and efficiency.
Contact KINTEK today to discuss your valve needs and get a custom quote!
Visual Guide
Related Products
- High Corrosion Resistant PTFE Faucet Polytetrafluoroethylene Valve for Chemical Storage Drums and Fluid Transfer Systems Customizable Industrial Grade
- Custom PTFE Valve 2-Way 3-Way Corrosion Resistant Low Background Virgin Fluoropolymer Industrial Fluid Control
- Corrosion Resistant PTFE Polytetrafluoroethylene Valve and Customizable Laboratory Fluid Dispensing Faucet for Aggressive Chemical Handling in Industrial Storage Tanks and Plastic Drums
- High Purity PTFE Faucet Corrosion Resistant Polytetrafluoroethylene Drum Valve Customizable Lab Chemical Fluid Control
- Corrosion Resistant PTFE Valves Customizable 2 Way 3 Way 4 Way High Temperature Teflon Fluid Control Solutions
People Also Ask
- What industries commonly use PTFE valves and components? Essential for Chemical & Purity Applications
- What are the benefits of using PTFE valves in the food processing industry? Ensure Safety, Purity, and Efficiency
- What support is available for selecting the right PTFE valve design and size? Get Expert Guidance for Your Application
- What factors influence the design variations of PTFE valves? Select the Perfect Valve for Your Application
- What specific advantages do PTFE valves offer? Unmatched Corrosion Resistance for Industrial Chemical Handling



















