In short, PTFE diaphragms are chosen for their exceptional resistance to aggressive chemicals and extreme temperatures. Their unique molecular structure gives them a combination of chemical inertness, thermal stability, and mechanical durability that few other materials can match, making them a default choice for demanding industrial applications.
The core advantage of a PTFE diaphragm is not just one property, but its unique fusion of capabilities. It provides an extremely reliable and long-lasting barrier in environments where other materials would quickly degrade, ensuring operational safety and minimizing costly downtime.

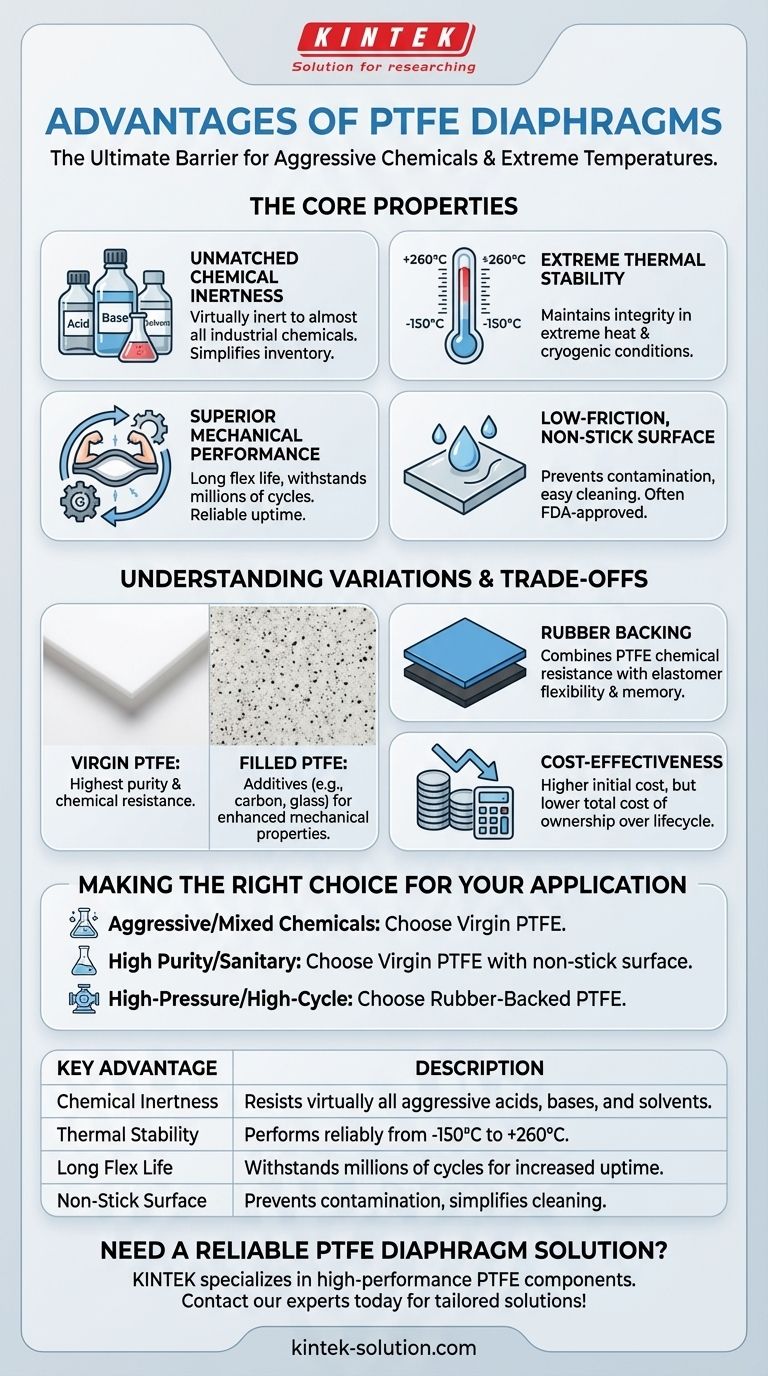
The Core Properties Driving PTFE's Advantages
The benefits of Polytetrafluoroethylene (PTFE) are not arbitrary; they stem directly from its fundamental material properties. Understanding these properties is key to knowing why and where to use it.
Unmatched Chemical Inertness
PTFE is virtually inert to almost all industrial chemicals, including aggressive acids, bases, solvents, and oxidizing agents.
This near-universal chemical resistance means you can use a single diaphragm material for a wide variety of process fluids, simplifying inventory and reducing the risk of material failure due to chemical attack.
Extreme Thermal Stability
PTFE diaphragms maintain their integrity and performance across an exceptionally wide temperature range, typically from -150°C to +260°C (-250°F to +500°F).
This allows them to function reliably in applications involving extreme heat or cryogenic conditions where most elastomers would become brittle or melt.
Superior Mechanical Performance
A key advantage of modern PTFE diaphragms is their long flex life. They are designed to withstand millions of cycles without cracking or failing, directly contributing to longer service intervals and increased equipment uptime.
They can be used as a standalone barrier or bonded to a rubber backing, which combines the chemical resistance of PTFE with the flexibility and memory of an elastomer for even greater strength.
Low-Friction, Non-Stick Surface
PTFE has one of the lowest coefficients of friction of any solid material, creating a non-adhesive surface.
This property is critical in sanitary applications, as it resists the buildup of process media and prevents contamination. It also makes cleaning processes faster and more effective, a significant benefit in food-grade and pharmaceutical systems where PTFE is often FDA-approved.
Understanding the Trade-offs and Variations
While PTFE is a high-performance material, selecting the right type and configuration is crucial for optimizing performance and cost. It is not a one-size-fits-all solution.
Virgin PTFE vs. Filled PTFE
Virgin PTFE offers the highest chemical resistance and purity. However, materials can be added to create filled PTFE composites.
Fillers like carbon or glass can enhance specific mechanical properties such as wear resistance and dimensional stability. The trade-off is a potential, though often minor, reduction in universal chemical resistance depending on the filler used.
The Role of a Rubber Backing
While PTFE has excellent flex life, it is not a true elastomer and lacks the "memory" or elasticity of rubber.
In many high-pressure pump and valve applications, a PTFE diaphragm is bonded to a rubber backing. This design leverages the PTFE for chemical exposure while the rubber provides the flexibility and resilience needed to create a consistent, leak-proof seal cycle after cycle.
Cost-Effectiveness vs. Upfront Cost
PTFE often has the best price-to-performance ratio for demanding applications.
While its initial cost may be higher than some standard elastomers, its long life, low maintenance requirements, and ability to prevent failures in harsh environments result in a significantly lower total cost of ownership over the equipment's lifecycle.
Making the Right Choice for Your Application
Selecting the correct diaphragm depends entirely on the primary demands of your system.
- If your primary focus is handling aggressive or mixed chemicals: PTFE is the safest and most reliable choice due to its near-universal chemical inertness.
- If your primary focus is ensuring high purity or sanitary conditions: The non-stick, FDA-compliant surface of virgin PTFE prevents contamination and simplifies cleaning protocols.
- If your primary focus is maximizing durability in high-pressure or high-cycle applications: A rubber-backed PTFE diaphragm offers the ideal combination of chemical resistance and mechanical resilience.
Ultimately, specifying a PTFE diaphragm is a strategic decision for reliability in your most mission-critical applications.
Summary Table:
| Key Advantage | Description |
|---|---|
| Chemical Inertness | Resists virtually all aggressive acids, bases, and solvents. |
| Thermal Stability | Performs reliably from -150°C to +260°C (-250°F to +500°F). |
| Long Flex Life | Withstands millions of cycles for increased equipment uptime. |
| Non-Stick Surface | Prevents contamination and simplifies cleaning in sanitary applications. |
Need a reliable PTFE diaphragm solution for your demanding application?
KINTEK specializes in the precision manufacturing of high-performance PTFE components, including custom diaphragms, seals, liners, and labware. We serve the semiconductor, medical, laboratory, and industrial sectors, ensuring your equipment operates safely and efficiently in the harshest conditions. From prototypes to high-volume orders, our expertise delivers the durability and chemical resistance you require.
Contact our experts today to discuss your specific needs and receive a tailored solution!
Visual Guide
Related Products
- Custom PTFE and Nitrile Diaphragm Pump Components for Demanding Applications
- High Corrosion Resistant PTFE Faucet Polytetrafluoroethylene Valve for Chemical Storage Drums and Fluid Transfer Systems Customizable Industrial Grade
- Custom PTFE Constant Pressure Separatory Funnel Corrosion Resistant Low Background Labware for PFA Flasks
- Corrosion Resistant PTFE Polytetrafluoroethylene Valve and Customizable Laboratory Fluid Dispensing Faucet for Aggressive Chemical Handling in Industrial Storage Tanks and Plastic Drums
- PTFE PFA Vacuum Filtration System Corrosion Resistant Customizable Shatterproof Laboratory Device
People Also Ask
- What are the key features of PTFE diaphragms? Maximize Performance in Demanding Applications
- What is the typical temperature range for PTFE diaphragms? Key Factors for Optimal Performance
- What are the key properties of PTFE that make it suitable for diaphragms? Unlock Superior Chemical & Thermal Resistance
- In which industries are PTFE diaphragms commonly used? For Superior Chemical Resistance and Purity
- What are the common applications of PTFE diaphragms in the Chinese market? Key Uses in Chemical, Pharma & Semiconductor



















