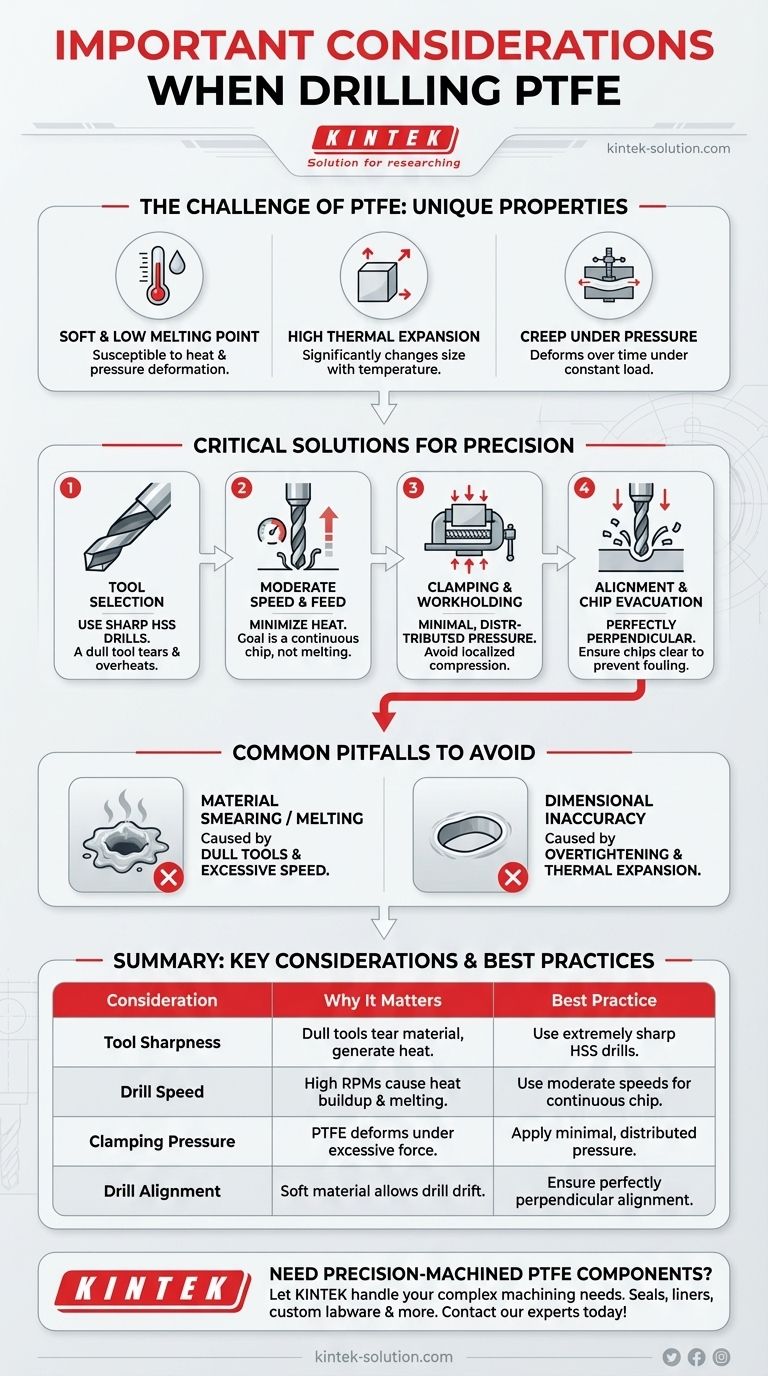
To successfully drill PTFE, you must address its unique combination of softness, a low melting point, and high thermal expansion. This requires using extremely sharp, high-speed steel (HSS) drills at moderate speeds to prevent overheating and material deformation. Proper clamping pressure and ensuring the drill is perfectly perpendicular are also critical to avoid dimensional inaccuracies and drill "drifting."
The primary challenge in drilling Polytetrafluoroethylene (PTFE) isn't cutting the material, but controlling it. Its softness and high thermal expansion mean that improper tools, speeds, or clamping pressure will easily deform the part, leading to inaccurate holes.

Why Drilling PTFE is a Unique Challenge
To machine any material effectively, you must first understand its nature. PTFE's defining characteristics—while beneficial in its final application—present distinct challenges during fabrication.
Understanding the Core Material Properties
PTFE is famously soft, slippery, and chemically inert. It also has an extremely high coefficient of thermal expansion, meaning it expands and contracts significantly with temperature changes.
This combination means the material offers little resistance to a cutting tool but is highly susceptible to deformation from both mechanical pressure and heat.
The Risk of Heat Generation
The friction from a drill bit generates heat. Due to PTFE's low melting point and poor thermal conductivity, this heat concentrates at the cutting point instead of dissipating through the material.
Even a small temperature increase will cause the material to expand, making the hole you are drilling smaller than the drill bit. Continued heat will cause it to melt and "smear" rather than cut cleanly.
Deformation Under Pressure
PTFE's softness and tendency to "creep" (deform over time under a constant load) make workholding difficult.
If you clamp a piece of PTFE too tightly in a vise, you will compress it. After you drill a hole and release the pressure, the material will relax, and the hole's dimensions will no longer be accurate.
The Right Tools and Techniques for Precision
Achieving an accurate hole in PTFE is entirely dependent on using the correct tools and a disciplined process that minimizes heat and pressure.
Drill Selection and Geometry
The single most important factor is the tool. Use high-speed steel (HSS) drills that are extremely sharp. A polished, sharp cutting edge will slice through the material cleanly.
A dull drill will push and tear the material, generating excessive friction and heat, which is the primary cause of failure.
Moderate Speeds and Feeds
Resist the temptation to use high RPMs. Moderate cutting speeds are essential to minimize heat generation.
The goal is to create a continuous chip, which indicates the material is being sheared away properly. If the material becomes gummy or melts onto the drill, your speed is too high.
Clamping and Workholding
Secure the workpiece with just enough force to hold it steady. The clamping pressure should be distributed over a large area if possible to avoid localized compression points.
Never overtighten a fixture, as this will guarantee dimensional inaccuracy once the part is released.
Alignment and Chip Evacuation
The drill must be perfectly perpendicular to the workpiece. PTFE's softness allows a drill to easily wander or "drift" off-center if not properly aligned.
Ensure chips are evacuated from the hole as you drill. A buildup of chips can melt and foul the hole, ruining the surface finish and dimensions.
Understanding the Trade-offs and Common Pitfalls
Designing and machining with PTFE requires accepting its inherent limitations. Understanding these trade-offs is key to a successful outcome.
The Challenge of Tight Tolerances
PTFE's high thermal expansion and tendency to creep make it a poor choice for applications requiring extremely tight dimensional tolerances.
A part measured at one temperature will have different dimensions at another. This must be accounted for during the design phase.
Post-Drilling Dimensional Changes
Even after a successful drilling operation, the part can change. As the workpiece cools to ambient temperature, the drilled hole will become larger.
For true precision, allow the material to stabilize thermally before taking a final measurement.
Avoiding Material Smearing
The most common failure is smearing or melting, which creates a messy, inaccurate hole. This is almost always caused by a combination of two factors: a dull cutting tool and excessive drill speed.
Making the Right Choice for Your Goal
By tailoring your approach to your primary objective, you can mitigate the challenges of working with PTFE.
- If your primary focus is dimensional accuracy: Prioritize extremely sharp HSS tools, use moderate speeds, and allow the material to stabilize at room temperature before final measurement.
- If your primary focus is avoiding material failure: Concentrate on minimizing heat generation through proper drill speed and ensuring chips are cleared effectively to prevent melting.
- If you are designing the part: Acknowledge PTFE's properties by designing for looser tolerances whenever possible to account for its inherent thermal expansion and creep.
By respecting PTFE's unique properties instead of fighting them, you can achieve clean and precise results consistently.
Summary Table:
| Key Consideration | Why It Matters | Best Practice |
|---|---|---|
| Tool Sharpness | Dull tools tear material and generate excessive heat. | Use extremely sharp High-Speed Steel (HSS) drills. |
| Drill Speed | High RPMs cause heat buildup and melting. | Use moderate speeds to generate a continuous chip. |
| Clamping Pressure | PTFE deforms under excessive force, ruining dimensions. | Apply minimal, distributed pressure to hold the workpiece. |
| Drill Alignment | The soft material allows the drill to drift off-center. | Ensure the drill is perfectly perpendicular to the workpiece. |
Need Precision-Machined PTFE Components?
Drilling PTFE is just one step in creating high-performance components. At KINTEK, we specialize in manufacturing precision PTFE parts like seals, liners, and custom labware. Our expertise ensures your components are fabricated correctly from the start, avoiding the pitfalls of heat deformation and dimensional inaccuracy.
We serve the semiconductor, medical, laboratory, and industrial sectors with custom fabrication from prototypes to high-volume orders.
Let us handle the complex machining — Contact our experts today to discuss your project requirements!
Visual Guide
Related Products
- Custom PTFE Constant Pressure Separatory Dropping Funnel Corrosion Resistant Low Background Labware Trace Analysis Dropping Funnel
- Customizable PTFE Scrapers and Shovels for Demanding Applications
- Custom Polytetrafluoroethylene PTFE Constant Pressure Dropping Funnel Corrosion Resistant Fluid Control Assembly with Conversion Stopper Compatibility
- High Corrosion Resistant PTFE Faucet Polytetrafluoroethylene Valve for Chemical Storage Drums and Fluid Transfer Systems Customizable Industrial Grade
- High Purity Custom PTFE Solid Sampler for Laboratory Extraction and Chemical Analysis Polytetrafluoroethylene Sampling Probe with Customizable Length
People Also Ask
- What are the chemical compatibility differences between PTFE and silicone septa? Ensure Sample Integrity
- How do the costs of PTFE and silicone septa compare? Understand the Value Beyond Price
- What is the dispersion method of producing PTFE and what are its products? Ideal for Thin Coatings and Films
- What types of products are related to headspace septa? Essential Components for Leak-Proof Analysis
- What are the permeability differences between PTFE and silicone septa? Choose the Right Seal for Your Sample Integrity



















