To properly support PTFE material during machining, you must use fixtures that provide broad, uniform support with minimal clamping pressure. Methods like soft jaws or precision vacuum fixtures are ideal because they hold the workpiece securely without causing the distortion or warping common with this soft, low-friction polymer.
The central challenge in machining Polytetrafluoroethylene (PTFE) is its inherent softness and slipperiness. Your support strategy must achieve maximum stability with the absolute minimum clamping force to prevent deforming the part and compromising dimensional accuracy.

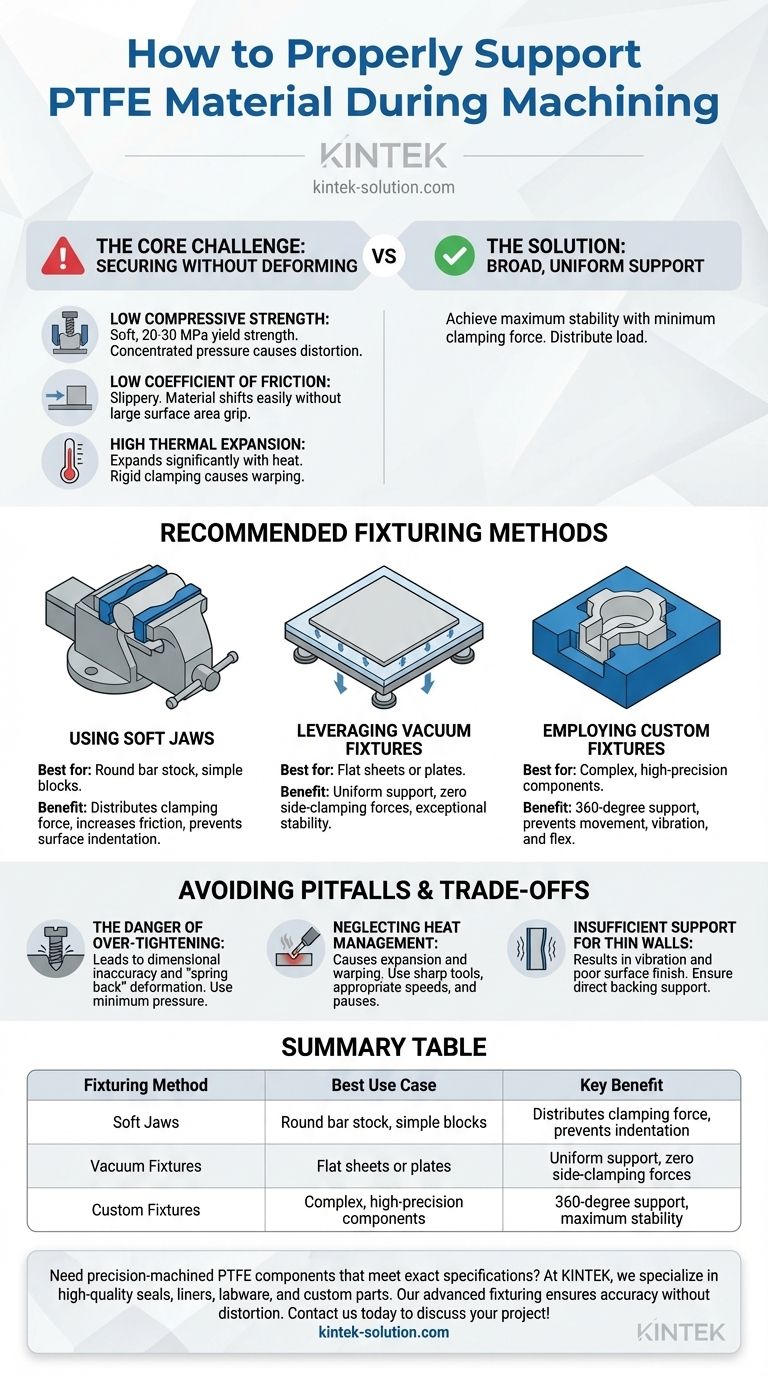
The Core Challenge: Securing Without Deforming
Understanding PTFE's unique properties is the first step to machining it successfully. The material is defined by a combination of traits that make standard fixturing methods problematic.
Low Compressive Strength
PTFE is very soft and has a low yield strength, typically between 20–30 MPa. Applying concentrated clamping pressure, as you would with a standard vise, will easily crush, indent, or distort the material.
Low Coefficient of Friction
PTFE is famously slippery. This means it can easily shift or push out of a fixture if not held securely across a large surface area, especially under the lateral forces of a cutting tool.
High Thermal Expansion
The material expands and contracts significantly with temperature changes. Heat generated during cutting can cause the part to warp or bow, especially if it is rigidly clamped with no room for this thermal movement.
Recommended Fixturing Methods
The goal of any PTFE fixture is to distribute the clamping load over the largest possible surface area. This maximizes grip while minimizing pressure at any single point.
Using Soft Jaws
For parts held in a vise, soft jaws made from aluminum, nylon, or even another piece of plastic are highly effective. These jaws conform slightly to the part's shape, distributing the clamping force and increasing friction without marring the surface.
Leveraging Vacuum Fixtures
A precision vacuum fixture or vacuum table is often the best solution, particularly for flat sheets or plates. It holds the workpiece from below with uniform atmospheric pressure, providing exceptional stability with zero side-clamping forces that could cause distortion.
Employing Custom Fixtures
For complex or high-volume parts, a custom-machined or 3D-printed fixture that nests or cradles the entire component is ideal. This provides 360-degree support, ensuring the part cannot move, vibrate, or flex during the operation.
Understanding the Pitfalls and Trade-offs
Simply holding the material is not enough. Avoiding common mistakes is critical for achieving a high-quality finished part.
The Danger of Over-Tightening
The most common mistake is applying too much clamping force. This will invariably lead to a part that is dimensionally inaccurate once it is released from the fixture and "springs back" to a deformed state. Always use the minimum pressure required to prevent movement.
Neglecting Heat Management
Aggressive cuts generate heat, causing the PTFE to expand against the fixture. This induces internal stress and can lead to warping. Use sharp tools with a positive rake (0–15 degrees), appropriate cutting speeds (200–500 m/min), and consider periodic pauses to allow for cooling.
Insufficient Support for Thin Walls
Thin or delicate sections of a part can easily vibrate or deflect away from the cutting tool, resulting in a poor surface finish and incorrect dimensions. Ensure your fixturing provides direct support behind any thin walls being machined. Using circular or helical toolpaths can also help minimize stress on these features.
Making the Right Choice for Your Goal
Your fixturing strategy should adapt to the geometry of your part and your desired outcome.
- If your primary focus is machining flat sheets or plates: A vacuum fixture is the superior choice, providing the most uniform support with the lowest risk of distortion.
- If your primary focus is working with round bar stock or simple blocks: Use a vise with custom-machined soft jaws or a low-pressure collet to distribute the clamping force evenly.
- If your primary focus is producing complex, high-precision components: Invest the time in creating a custom fixture that fully nests the part to guarantee stability and dimensional accuracy.
Mastering the delicate balance of support and pressure is the key to producing accurate, high-quality PTFE components.
Summary Table:
| Fixturing Method | Best Use Case | Key Benefit |
|---|---|---|
| Soft Jaws | Round bar stock, simple blocks | Distributes clamping force, prevents indentation |
| Vacuum Fixtures | Flat sheets or plates | Uniform support, zero side-clamping forces |
| Custom Fixtures | Complex, high-precision components | 360-degree support, maximum stability |
Need precision-machined PTFE components that meet exact specifications? At KINTEK, we specialize in manufacturing high-quality PTFE seals, liners, labware, and custom parts for the semiconductor, medical, laboratory, and industrial sectors. Our expertise in advanced fixturing techniques ensures your parts are machined accurately, without distortion. From prototypes to high-volume orders, we deliver the precision you require. Contact us today to discuss your project!
Visual Guide
Related Products
- Custom PFA Microcolumn Racks and PTFE Machined Low Background Corrosion Resistant Laboratory Fixtures
- Custom PTFE Parts Manufacturer for Teflon Parts and PTFE Tweezers
- Custom Machined PTFE Conical Sample Cell Corrosion Resistant Triangular Fluoropolymer Container for Trace Analysis
- Custom PTFE Laboratory Apparatus Corrosion Resistant Low Background Reaction Cells Precision CNC Fabrication
- Custom Machined Molded PTFE Teflon Parts Manufacturer for Laboratory ITO FTO Conductive Glass Cleaning Flower Basket
People Also Ask
- What are the key considerations for fixturing PTFE during machining? Master Soft Material Handling for Precision
- What is the operational temperature range for PFA laboratory products? Master Extremes from -200°C to +260°C
- What is the effective operating temperature range for PFA laboratory products? From -200°C to +260°C Versatility
- What are the primary chemical resistance properties of PTFE laboratory apparatus? Unmatched Purity and Inertness
- What considerations are important for fixture design when machining PTFE parts? Master Stability Without Distortion



















