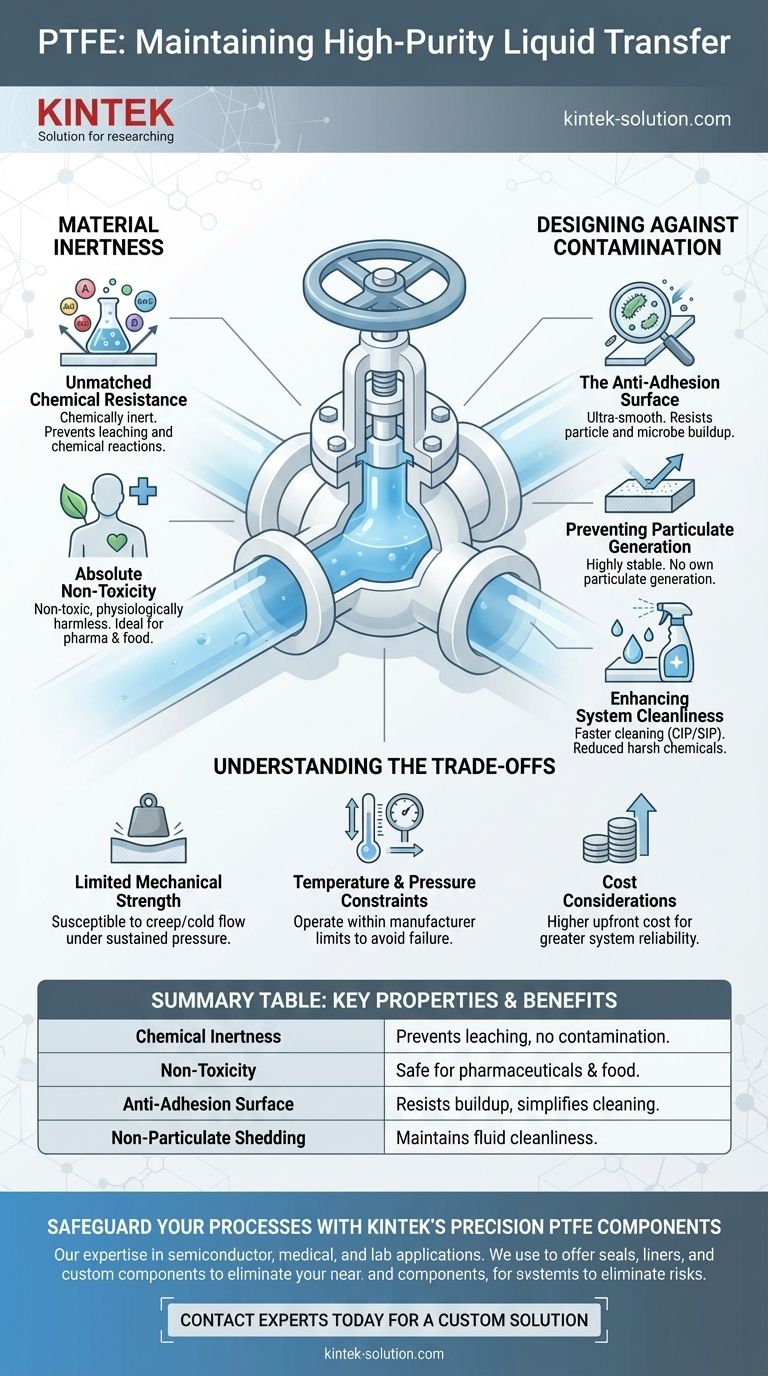
In high-purity systems, your components are not just passive conduits; they are active participants in maintaining purity. Polytetrafluoroethylene (PTFE) valves and components support these applications because the material possesses three core properties: it is exceptionally non-reactive (chemically inert), non-toxic, and features an ultra-smooth surface that resists the buildup of particles and microbes.
The central challenge in any high-purity liquid transfer is preventing the system itself from becoming a source of contamination. PTFE excels because it is fundamentally inert, meaning it will not leach chemicals into the fluid, and its non-stick surface actively prevents contaminants from adhering to it.

The Foundation of Purity: Material Inertness
The primary value of PTFE in high-purity applications begins at the molecular level. Its stability ensures that the material itself does not compromise the fluid it is transporting.
Unmatched Chemical Resistance
PTFE is one of the most chemically inert polymers known. It does not react with nearly all industrial chemicals, acids, and bases.
This inertness is critical because it prevents leaching, a process where the component material breaks down and dissolves into the fluid, introducing impurities.
Absolute Non-Toxicity
PTFE is a non-toxic and physiologically harmless material, often compliant with FDA and USP Class VI requirements.
This makes it an essential choice for applications where the end product is intended for human use, such as in the pharmaceutical, food, and beverage industries.
Designing Against Contamination
Beyond its chemical makeup, the physical characteristics of PTFE are uniquely suited to prevent the introduction and buildup of external contaminants.
The Anti-Adhesion Surface
The surface of PTFE is incredibly smooth and has a very low coefficient of friction, which is what gives it its famous "non-stick" quality.
In high-purity systems, this means there are no microscopic pits or crevices where particulates or bacteria can lodge and colonize, which is a common failure point for other materials.
Preventing Particulate Generation
Unlike some plastics or metals that can degrade and shed their own particles over time, PTFE is a highly stable material.
It does not generate its own particulates, ensuring that the only thing moving through the system is the intended pure liquid. This is especially vital in industries like semiconductor manufacturing, where a single particle can ruin a microchip.
Enhancing System Cleanliness
The non-stick surface makes cleaning protocols, such as Clean-in-Place (CIP) and Sterilize-in-Place (SIP), faster and more effective.
Because contaminants cannot adhere strongly to the surface, they are flushed away easily, reducing the use of harsh cleaning agents and simplifying process validation.
Understanding the Trade-offs
While PTFE is an exceptional material for purity, it is not a universal solution. Acknowledging its limitations is key to proper system design.
Limited Mechanical Strength
Compared to metals, PTFE is a relatively soft material. It can be susceptible to creep or cold flow, where the material slowly deforms under sustained pressure.
This requires careful engineering in valve seats and seals to ensure long-term performance without leaks, especially in high-pressure applications.
Temperature and Pressure Constraints
While PTFE has a wide operational temperature range, it cannot match the performance of stainless steel or specialty alloys at extreme high temperatures and pressures.
System designers must operate within the manufacturer's specified limits for PTFE components to avoid mechanical failure.
Cost Considerations
High-purity PTFE components are typically more expensive than those made from standard plastics or even some stainless steels.
However, this higher upfront cost is often justified by the reduced risk of batch contamination, improved product yields, and greater system reliability.
Making the Right Choice for Your System
Selecting PTFE is a strategic decision based on the specific purity requirements of your process.
- If your primary focus is preventing chemical leaching (e.g., aggressive chemical processing): PTFE's complete chemical inertness is its most critical feature, ensuring your product remains uncontaminated by the equipment.
- If your primary focus is maintaining biological purity (e.g., biopharma, food): PTFE's non-toxic nature and smooth, anti-adhesion surface are paramount to prevent microbial growth and ensure product safety.
- If your primary focus is eliminating particulate contamination (e.g., semiconductor manufacturing): PTFE's non-shedding and non-stick properties ensure the highest level of fluid cleanliness required for sensitive electronics.
Ultimately, choosing PTFE is an investment in the integrity and reliability of your entire high-purity process.
Summary Table:
| Key Property | Benefit for High-Purity Systems |
|---|---|
| Chemical Inertness | Prevents leaching, ensuring no chemical contamination. |
| Non-Toxicity | Safe for pharmaceuticals, food, and beverage applications. |
| Anti-Adhesion Surface | Resists particle buildup and microbial growth, simplifying cleaning. |
| Non-Particulate Shedding | Maintains fluid cleanliness critical for semiconductors and labs. |
Safeguard your high-purity processes with KINTEK's precision PTFE components.
For semiconductor, medical, laboratory, and industrial applications, even minor contamination can compromise product quality and yield. KINTECH specializes in manufacturing high-purity PTFE seals, liners, labware, and custom components that leverage the material's full inert and non-stick properties. We ensure precision production and offer custom fabrication from prototypes to high-volume orders, helping you eliminate contamination risks and enhance system reliability.
Contact our experts today to discuss your specific requirements and receive a custom solution quote.
Visual Guide
Related Products
- High Corrosion Resistant PTFE Faucet Polytetrafluoroethylene Valve for Chemical Storage Drums and Fluid Transfer Systems Customizable Industrial Grade
- Corrosion Resistant PTFE Polytetrafluoroethylene Valve and Customizable Laboratory Fluid Dispensing Faucet for Aggressive Chemical Handling in Industrial Storage Tanks and Plastic Drums
- High Purity PTFE Faucet Corrosion Resistant Polytetrafluoroethylene Drum Valve Customizable Lab Chemical Fluid Control
- Custom PTFE Valve 2-Way 3-Way Corrosion Resistant Low Background Virgin Fluoropolymer Industrial Fluid Control
- Corrosion Resistant PTFE Valves Customizable 2 Way 3 Way 4 Way High Temperature Teflon Fluid Control Solutions
People Also Ask
- What technical principles govern the sealing performance of PTFE-based valve components? Achieve Near-Zero Leakage
- What are the benefits of using PTFE valves in the food processing industry? Ensure Safety, Purity, and Efficiency
- What is the typical operating temperature and pressure range for PTFE valves? Key Specs for Optimal Performance
- Why are PTFE valves used in food and beverage processing equipment? Ensure Purity, Safety, and Easy Cleaning
- What industries commonly use PTFE valves and components? Essential for Chemical & Purity Applications



















