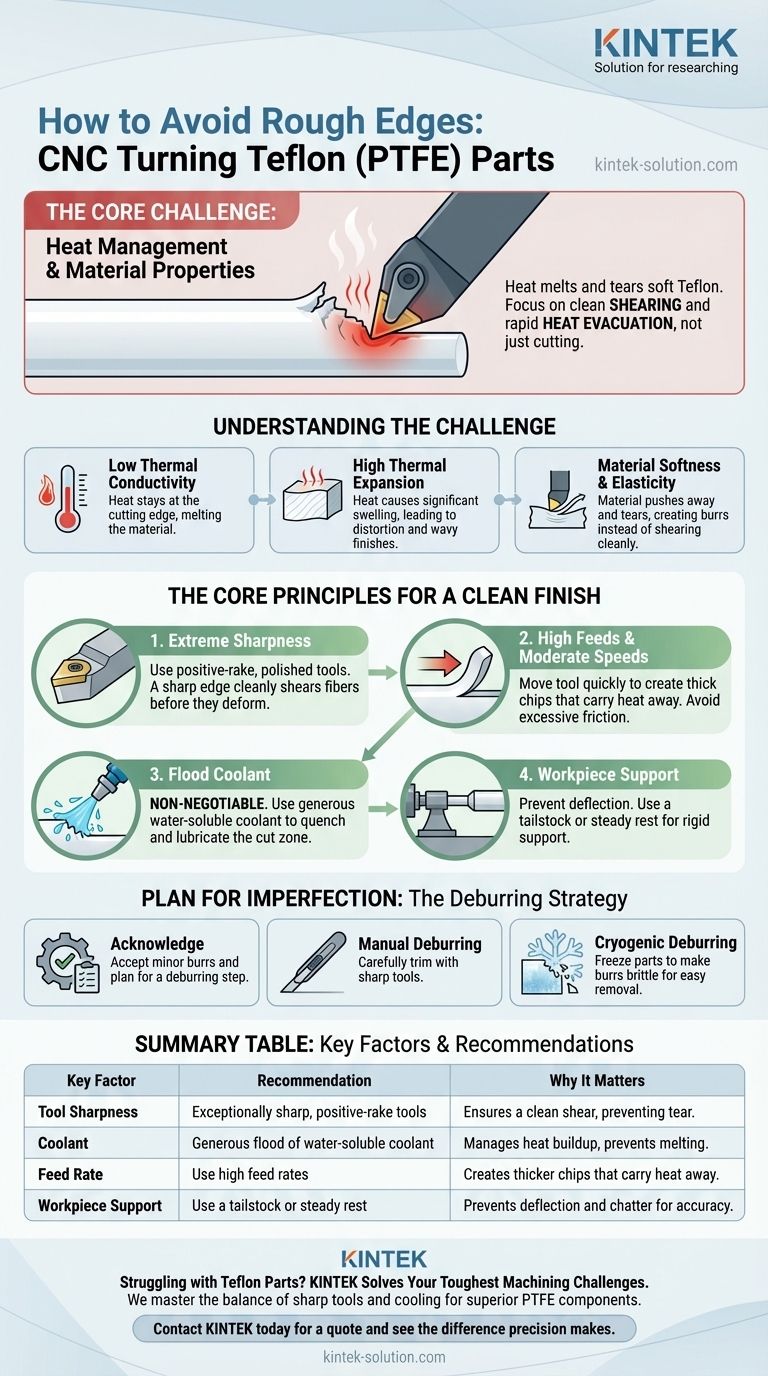
To prevent rough edges when CNC turning Teflon, you must use exceptionally sharp cutting tools with a positive rake, apply generous amounts of coolant, and use high feed rates to minimize heat buildup. Because Teflon is soft and has poor thermal conductivity, heat concentrates at the cutting edge, causing the material to melt and tear rather than shear cleanly, which is the primary cause of burrs.
The core challenge with Teflon (PTFE) is not its hardness, but its tendency to deform and melt under pressure and heat. Your strategy must focus on shearing the material cleanly and evacuating heat as rapidly as possible, treating it fundamentally differently than metal.

Understanding the Challenge: Why Teflon Creates Burrs
To machine Teflon effectively, you must first understand its unique properties. The material's softness, high thermal expansion, and low thermal conductivity combine to make it uniquely prone to developing rough edges and burrs.
Low Thermal Conductivity
Teflon is an excellent insulator, which means it doesn't transfer heat well. During machining, the friction-generated heat remains concentrated at the tool's cutting edge instead of dissipating through the workpiece. This localized heat quickly melts the material, causing it to smear rather than form a clean chip.
High Thermal Expansion
When that concentrated heat is applied, Teflon expands significantly. This causes the material to swell and distort during the cut, leading to dimensional inaccuracies and unpredictable engagement with the cutting tool, often resulting in a rough or wavy finish.
Material Softness and Elasticity
Unlike metals, which shear cleanly when a tool is applied, Teflon tends to push away, stretch, and tear. An even slightly dull tool will deform the material before it cuts, creating a raised burr or a frayed, fuzzy edge instead of a crisp corner.
The Core Principles for a Clean Finish
Achieving a smooth surface on turned Teflon parts requires a tactical approach that directly counters the material's properties. The focus is always on a clean shear and aggressive heat management.
Tooling is Paramount: Use Extreme Sharpness
Your cutting tool is the single most important factor. Use inserts specifically designed for plastics or aluminum, which have very sharp, polished cutting edges and a high positive rake angle. A sharp edge cleanly shears the polymer fibers before they have a chance to deform or tear.
Feeds and Speeds: Move Material Quickly
It may seem counterintuitive, but a high feed rate is often beneficial. A faster feed moves the tool through the material decisively, creating a thicker chip that carries heat away from the workpiece. Combine this with moderate surface speeds to prevent excessive frictional heat from building up in the first place.
The Role of Coolant: Flood the Cut Zone
Effective cooling is non-negotiable. Use a liberal flood of water-soluble coolant directed precisely at the cutting edge. The coolant serves two purposes: it lubricates the cut to reduce friction and, more critically, it immediately quenches the material to prevent melting and thermal expansion.
Workpiece Support: Prevent Deflection
Given its softness, long or thin Teflon workpieces will easily bend or deflect under tool pressure. This deflection leads to chatter, inconsistent cuts, and poor surface finish. Always use a tailstock or a steady rest to provide rigid support opposite the cutting tool.
Plan for Imperfection: The Deburring Strategy
Even with optimal technique, producing a completely burr-free Teflon part can be exceptionally difficult. A professional approach involves planning your deburring process from the start.
Acknowledge the Inevitable
Accept that minor burrs or a slightly raised edge are common outcomes. Designing the part with this in mind and incorporating a deburring step into your workflow saves time and reduces frustration.
Manual Deburring
The most common method is carefully trimming the burrs with a new, sharp utility knife or a specialized deburring tool. This requires a steady hand to avoid damaging the finished surface.
Advanced Technique: Cryogenic Deburring
For high-volume or high-precision parts, freezing the machined part is a highly effective technique. Lowering the temperature makes the Teflon brittle, allowing burrs to be snapped or vibrated off cleanly without affecting the part's final dimensions.
Making the Right Choice for Your Process
Your specific approach should be tailored to your primary objective, whether it's surface finish, dimensional tolerance, or production efficiency.
- If your primary focus is the best possible surface finish: Prioritize extremely sharp, positive-rake tooling and a high-volume flood of coolant aimed directly at the cut.
- If your primary focus is dimensional accuracy: Emphasize rigid workpiece support with a tailstock and use light, sharp finishing passes to minimize tool pressure and deflection.
- If your primary focus is production efficiency: Accept that minor burrs are likely and integrate a secondary deburring process, like manual trimming or cryogenic treatment, into your workflow.
By treating Teflon as a unique thermal and mechanical challenge, you can consistently produce clean, accurate, and functional components.
Summary Table:
| Key Factor | Recommendation | Why It Matters |
|---|---|---|
| Tool Sharpness | Exceptionally sharp, positive-rake tools | Ensures a clean shear, preventing material tear and deformation. |
| Coolant | Generous flood of water-soluble coolant | Manages heat buildup, the primary cause of melting and burrs. |
| Feed Rate | Use high feed rates | Creates thicker chips that carry heat away from the workpiece. |
| Workpiece Support | Use a tailstock or steady rest | Prevents deflection and chatter for consistent, accurate cuts. |
Struggling with Rough Teflon Parts? KINTEK Solves Your Toughest Machining Challenges
Producing clean, burr-free Teflon (PTFE) components requires specialized expertise and precision tooling. KINTEK manufactures high-performance PTFE seals, liners, and labware for the semiconductor, medical, and industrial sectors. We master the delicate balance of sharp tools, aggressive cooling, and optimal speeds to deliver superior finishes and tight tolerations.
Let us apply our expertise to your project. From custom prototypes to high-volume production, we ensure your PTFE parts are machined perfectly the first time.
Contact KINTEB today for a quote and see the difference precision makes.
Visual Guide
Related Products
- Custom PTFE Parts Manufacturer for Teflon Parts and PTFE Tweezers
- Custom Machined Molded PTFE Teflon Parts Manufacturer for Laboratory ITO FTO Conductive Glass Cleaning Flower Basket
- Custom PTFE Parts Manufacturer for Teflon Containers and Components
- High Temperature Teflon Continuous Reaction System and HF Resistant Three Neck Flask for Petrochemical Processing
- Customizable PTFE Rods for Advanced Industrial Applications
People Also Ask
- What industries benefit most from custom PTFE parts? Solve Extreme Environment Challenges
- What are the key properties of Teflon (PTFE) used in custom parts? | Achieve Peak Performance
- What are the minimum and maximum sizes for machining PTFE parts? Design for Success with No Universal Limits
- What are the key benefits of PTFE in custom fabrication? Unlock Performance in Extreme Conditions
- What are the main advantages of using PTFE for custom parts? Solve Complex Engineering Challenges



















