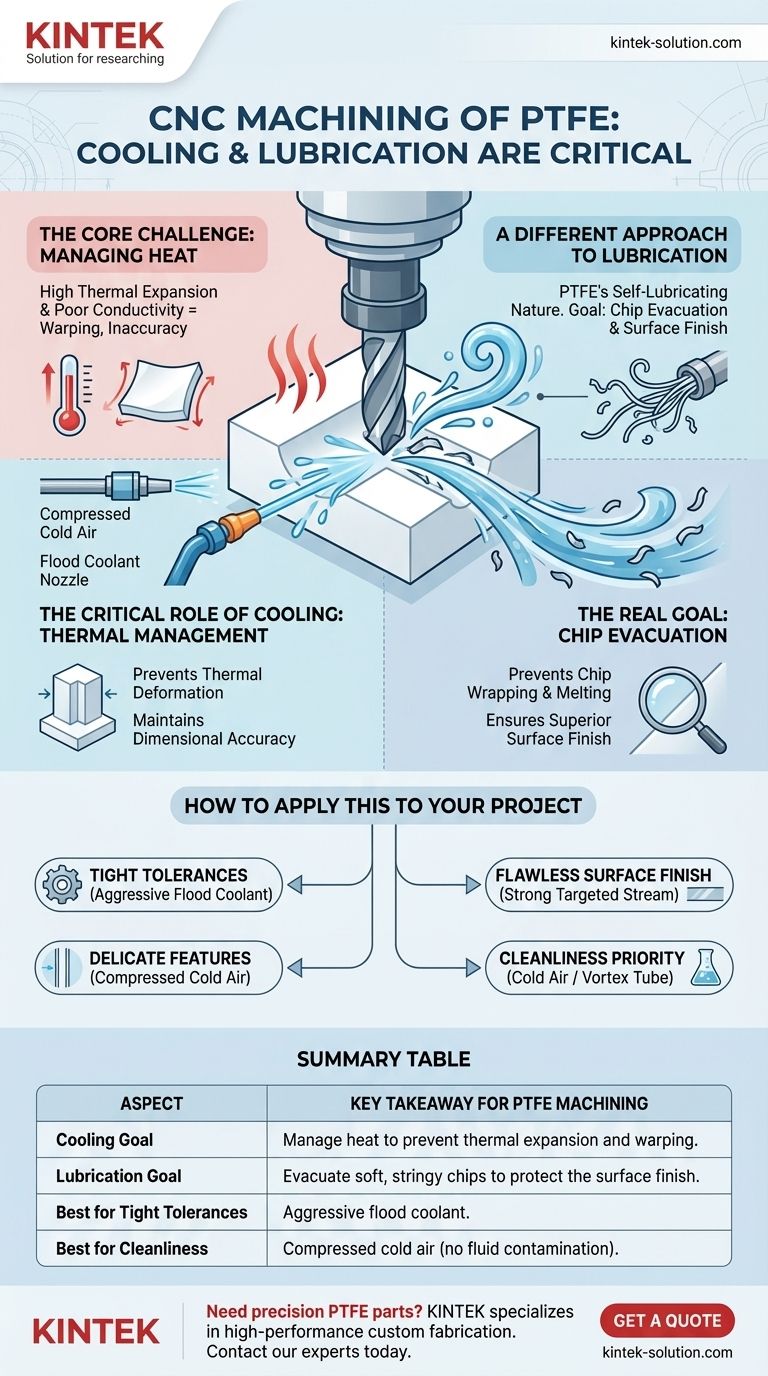
In CNC machining PTFE, cooling and lubrication are not just beneficial; they are critical. Their primary role is to manage the extreme heat sensitivity of the material. Effective cooling directly prevents thermal deformation and warping, ensuring dimensional accuracy, while the fluid stream serves the essential function of clearing chips to maintain a clean cut and superior surface finish.
Because PTFE is a poor thermal conductor with a high rate of thermal expansion, active cooling is the single most important factor in maintaining dimensional stability. Its self-lubricating nature means the goal of a fluid is less about friction and more about aggressive chip evacuation.

The Core Challenge: Managing Heat in PTFE
Understanding how PTFE behaves with heat is fundamental to machining it successfully. Its unique properties create a specific set of challenges that cooling and lubrication are designed to solve.
High Thermal Expansion
PTFE has one of the highest coefficients of thermal expansion among polymers. Even a small increase in temperature can cause the material to expand significantly, destroying tight tolerances.
Poor Thermal Conductivity
Unlike metals, PTFE is an excellent thermal insulator. It does not dissipate heat away from the cutting tool. This causes heat to concentrate right at the point of contact, leading to localized melting and deformation.
The Consequence: Warping and Inaccuracy
The combination of high expansion and poor conductivity is a recipe for failure. The localized heat causes the material to expand unevenly, resulting in warped parts, inaccurate features, and a high scrap rate if not properly managed.
The Critical Role of Cooling
Cooling is your primary defense against the thermal challenges of PTFE. It is not an optional step for achieving high-quality results.
Preventing Thermal Deformation
The main job of a cooling system is to extract heat from the workpiece and tool as quickly as it is generated. This stabilizes the material's temperature and prevents the expansion that leads to warping.
Maintaining Dimensional Accuracy
By keeping the part at a consistent, cool temperature throughout the machining process, you ensure that the dimensions you cut are the dimensions you have when the part is finished. This is essential for holding tight tolerances.
Common Cooling Methods
Compressed cold air is an effective and clean option for lighter cuts, offering good heat removal and chip clearing. For more aggressive machining or deep cuts, a flood coolant (typically a water-soluble oil) is superior for its ability to carry away more heat and aggressively flush chips.
A Different Approach to Lubrication
While the terms "cooling" and "lubrication" are often used together, their functions diverge when machining PTFE.
PTFE's Self-Lubricating Nature
PTFE has an exceptionally low coefficient of friction. The material is inherently slippery, which is why it is often used for non-stick coatings and bearings. Therefore, the need for a lubricant to reduce friction between the tool and the material is far less critical than with metals.
The Real Goal: Chip Evacuation
The primary function of the fluid stream in PTFE machining is chip control. PTFE produces long, stringy, and soft chips that can easily wrap around the tool or melt onto the part's surface. A strong flow of coolant or air is vital to clear these chips from the cutting zone immediately.
Enhancing Surface Finish
By effectively clearing chips, the fluid prevents them from being recut or marring the finished surface. This action is crucial for achieving a smooth, high-quality surface finish free from melted material.
Understanding the Pitfalls
Failing to properly manage the thermal environment is the most common reason for poor results when machining PTFE.
The Risk of Insufficient Cooling
Any interruption or inadequacy in the cooling stream will allow heat to build up instantly. This can ruin a part in seconds, making consistent and well-aimed cooling absolutely essential.
The Problem of Chip Wrapping
If the air or coolant flow is too weak, chips will not evacuate properly. This wrapping can increase heat, damage the cutting tool, and destroy the surface finish of the component.
Coolant Contamination
While effective, liquid coolants can absorb into porous grades of PTFE. For applications in the medical or food industries, you must ensure the coolant is approved for the part's end-use or opt for a clean method like cold air.
How to Apply This to Your Project
Your strategy for cooling and lubrication should be dictated by the specific requirements of your component.
- If your primary focus is holding tight tolerances: Prioritize aggressive and consistent cooling with a flood coolant to eliminate any chance of thermal expansion.
- If your primary focus is a flawless surface finish: Use a strong, targeted stream of coolant or cold air specifically to ensure chips are cleared instantly from the cutting path.
- If you are machining thin-walled or delicate features: Use compressed cold air to minimize cutting pressure while still providing the essential cooling to prevent the feature from warping.
- If part cleanliness is the top priority: Rely exclusively on a vortex tube or other cold air gun system to avoid any potential fluid contamination.
Mastering thermal control is the key to unlocking precise and repeatable results when machining PTFE.
Summary Table:
| Aspect | Key Takeaway for PTFE Machining |
|---|---|
| Cooling Goal | Manage heat to prevent thermal expansion and warping. |
| Lubrication Goal | Evacuate soft, stringy chips to protect the surface finish. |
| Best for Tight Tolerances | Aggressive flood coolant. |
| Best for Cleanliness | Compressed cold air (no fluid contamination). |
Need to machine PTFE components with precision and reliability? At KINTEK, we specialize in the custom fabrication of high-performance PTFE parts for the semiconductor, medical, laboratory, and industrial sectors. Our expertise in managing the unique thermal challenges of PTFE ensures your prototypes and high-volume orders meet the strictest dimensional and surface finish requirements.
Contact our PTFE machining experts today to discuss your project and get a quote.
Visual Guide
Related Products
- Custom Machined PTFE Conical Sample Cell Corrosion Resistant Triangular Fluoropolymer Container for Trace Analysis
- Custom PTFE Condenser Tube Reflux Reaction Condensation Purification Device Semiconductor Chemical Lab Equipment
- Custom PTFE Condensation Reflux Distillation Purification System 500ml Corrosion Resistant Low Background
- Corrosion Resistant PTFE Stirring Impeller and Customizable Polytetrafluoroethylene Dispersion Disk
- High Purity PTFE Acid Steam Cleaning System Trace Analysis Labware Decontamination Unit with Leak Proof Closed Reflux Technology and Customizable Multi Position Capacity
People Also Ask
- What are the advantages of machining PTFE over other materials? Unlock Superior Performance in Harsh Environments
- What makes machined PTFE suitable for industrial applications? Unmatched Performance in Extreme Conditions
- What are the main advantages of using PTFE for custom parts? Solve Complex Engineering Challenges
- How do Polytetrafluoroethylene (PTFE) containers perform regarding gas permeation? Expert Insights on Solvent Absorption
- Can PTFE parts be customized according to specific requirements? Achieve Precision Custom PTFE Components



















